Количество единиц ремонтной сложности оборудования что это
Предполагается, что осмотр проводят раз в период между двумя любыми соседними 200 = 20-10, где 10 — трудовые затраты на единицу ремонтной сложности, чел.-ч. 180=20-3-3. где 3 — соответственно число ремонтов в цикле и затраты на единицу 4 64 = 20-10-0,08-4, где 0,08 —затраты на осмотр в единицах ремонтной сложности, [c.102]
Число единиц ремонтной сложности 100000 200000 [c.198]
Задана индивидуальная норма на капитальный ремонт на единицу ремонтной сложности оборудования, а также коэффициенты а, б, в [c.109]
Задана индивидуальная суммарная норма на единицу ремонтной сложности оборудования [c.109]
Затраты на ремонт и межремонтное обслуживание W, приходящиеся на единицу ремонтной сложности оборудования за один ремонтный цикл, должны определяться но нормативам (см. табл. 9.14, табл. 9.15) либо по литературе, или по фактическим заводским данным. [c.185]
Hi — средняя годовая величина затрат на единицу ремонтной сложности, руб. / Сл i—категория сложности ремонта оборудования [c.176]
Для целей планирования разрабатываются перечни оборудования с указанием категории ремонтной сложности (пример приведен в табл. 15.2) и нормы времени на одну единицу ремонтной сложности по видам работ. [c.167]
Некоторые особенности имеет определение потребности в материалах на ремонтно-эксплуатационные нужды. Потребность на эти нужды в планах снабжения министерства определяется в укрупненном виде на основе норм расхода материалов на 1 млн. руб. ремонтных работ в стоимостном выражении. Нормы расхода дифференцируются по видам ремонта (капитальный, средний) и ремонтируемых объектов (ремонт технологического, бурового и нефтепромыслового оборудования, зданий и сооружений, промысловых объектов, жилого фонда, культурно-бытовых объектов и др.). При расчете потребности в материалах на ремонт оборудования может быть использован метод расчета с использованием средневзвешенных норм расхода материалов на единицу ремонтной сложности, аналогично определению потребности в объединениях и на предприятиях. При отсутствии разработанных норм расхода может быть использован метод определения потребности на основании статистических данных о фактическом расходе за предшествующие годы с учетом особенностей потребления этих материалов в планируемом году. Величина переходящих запасов по министерству определяется расчетным путем согласно действующим методикам расчета производственных запасов, а также на основании норм запасов объединений и предприятий. В последнем случае [c.61]
Сч. об. Сч. см, Сч. ох — соответственно затраты на материалы обтирочные, смазочные, охлаждающие (вода, эмульсия) RM— категория ремонтной сложности механической части оборудования об> йсм—среднечасовая норма расхода соответственно обтирочных и смазочных материалов на единицу ремонтной сложности (кг/руб.) gox— среднечасовой расход охлаждающих материалов Доб, Чем, Чох — соответственно средняя стоимость обтирочных, смазочных и охлаждающих материалов (руб.-/кг, руб./м3) [c.91]
Группа ремонтной сложности основной части оборудования зависит от его конструктивно-технологических особенностей и измеряется в единицах ремонтной сложности. Она может быть рассчитана либо установлена по нормативам системы планово-предупредительного ремонта. При отсутствии нормативов группа ремонтной сложности устанавливается по аналогии со сходными видами оборудования. Для особо тяжелого и уникального оборудования эта величина подлежит особому расчету. [c.51]
Нормы обслуживания для электриков в единицах ремонтной сложности оборудования [80] [c.359]
Ремонт В физических единицах В условных единицах ремонтной сложности [c.108]
Виды работ и услуг Количество единиц ремонтной сложности Стоимость работ и услуг, тыс. руб. [c.237]
Задача 8. Крупный машиностроительный завод располагает мощным парком оборудования, в. состав которого входят металлорежущие станки, кузнечно-прессовое оборудование и деревообрабатывающие станки. Завод характеризуется массовым производством продукции. Основные данные о работающем оборудовании представлены в табл. 4.17. Нормы расхода масел, керосина и обтирочных материалов на одну единицу ремонтной сложности приведены в табл. 4.18. [c.137]
Необходимо рассчитать потребность в смазочных материалах (дифференцировано по маркам и суммарную), керосине и обтирочных материалах, необходимых машиностроительному заводу, исходя из норм расхода на одну единицу ремонтной сложности. [c.137]
Управление ремонтным обслуживанием Среднесписочная численность всего персонала и персонала ремонтной службы, количество единиц ремонтной сложности механического оборудования, стоимость основных производственных фондов [c.56]
Управление энергетическим обслуживанием производства Стоимость основных производственных фондов, количество единиц ремонтной сложности энергетического оборудования и электрической части другого оборудования [c.56]
Каждой единице оборудования присваивается категория ремонтной сложности (КРС) (см. табл. 15.2). В качестве ремонтной единицы принята 1/11 трудоемкости капитального ремонта токарно-винторезного станка 1К62, относящегося к одиннадцатой группе сложности. Для единицы ремонтной сложности рассчитаны нормативы в часах для ремонтов по видам работ слесарные, станочные, прочие (окрасочные, сварочные и др.). Категория ремонтной сложности специального технологического оборудования в электронной промышленности определяется трудоемкостью ремонтных работ. Отдельно определяется категория ремонтной сложности механической и электрической части оборудования. Для большинства специального технологического оборудования отрасли этот показатель
Категории ремонтной сложности станочного оборудования
Опубликовано Простоев.НЕТ в 07.09.2020 07.09.2020
Рассмотрены вопросы ремонтосложности и диагностики состояния станочного оборудования.
Мне в свое время довелось редактировать справочник. Это типовая система технического обслуживания и ремонта металло- и деревообрабатывающего оборудования. Здесь есть вся информация по сложности ремонта станков, которые выпускали в Советском Союзе. Есть вся информация о квалификации работ, о стоимости работ, о нормах и т.д. До сих пор этот справочник не потерял актуальности. Многие станки, которые имеются в этом справочнике, до сих пор эксплуатируются на предприятиях, но появились и новые станки. В этом справочнике все приведено к категории сложности ремонта станочного оборудования. Она определяется:
Типовая система технического обслуживания и ремонта металло- и деревообрабатывающего оборудования ОПРЕДЕЛЯЕТ:
Вот как рассчитать ремонтосложность новых станков, как оценить ремонтосложность и состояние станков ЧПУ? Что такое категория сложности ремонта?
Трудоемкость и степень сложности ремонта станков оценивается категорией сложности ремонта. Чем сложнее станок, тем выше категория сложности ремонта. За эталон принят токарно-винторезный станок, наиболее распространенный станок 16А20 с высотой центров 200 мм и расстоянием 1000 мм, ему присвоена 11 категория сложности.
Номер категории сложности ремонта равен числу единиц ремонтной сложности, которые характеризуют объем работ при капитальном ремонте. Одна единица ремонтной сложности для механической части станков составляет 35 часов, из которых 23 часа выделяется на слесарные работы, 10 часов — станочные работы и 2 часа — прочие (сварочные, малярные и т.п.). Единица ремонтной сложности электротехнического оборудования станков составляет 15 часов (11 часов — электрослесарные работы, 2 часа — станочные, 2 часа — прочие). Нормы часов все привязаны к ремонтоспособности. Все другие станки, расписанные в этом справочнике, имеют такую же привязку. Если новые станки не попали в этот справочник, то рассчитать ремонтосложность можно по эмпирическим формулам.
KKO — коэффициент конструктивных особенностей станка: KKO = KT KXB KЧТ;
KT — коэффициент класса точности;
KXB — коэффициент исполнения (1,0 — с ходовым винтом; 0,9 — без х.в.);
KЧТ — коэффициент частоты вращения шпинделя ( KЧТ = 1,0 при частоте вращения 2000 об/мин; );
LМЦ — расстояние между центрами, мм;
n1 — число ступеней скорости шпинделя;
ROM — ремонтосложность отдельных механизмов; ROM = RСТ + RБТ + RСД;
RСТ — ремонтосложность суппортов;
RБТ — ремонтосложность механизма бесступенчатого регулирования частоты вращения шпинделя;
RБТ = 2, при dO ≤ 400 мм; RБТ = 4, при dO > 400 мм;
RСД — ремонтосложность механизмов, не входящих в основной комплект станка;
RГ — ремонтосложность гидравлического оборудования.
Определение ремонтосложности вертикально- и горизонтально-фрезерных станков
Ремонтосложность гидравлической части станочного оборудования
RГ = 0,1Р + 0,015Q + C + 0,003 ∑үQ1 + 0,001L + 0,003D +0,5n + 0,03m, где
Р — рабочее давление трехплунжерного насоса, МПа;
Q — производительность трехплунжерного насоса высокого давления, л/мин;
С — коэффициент, учитывающий конструктивные особенности трехплунжерного насоса: С=4;
ү — коэффициент, учитывающий конструктивные особенности насосов остальных типов (кроме трехплунжерных);
Q1 — производительность насосов остальных типов (кроме трехплунжерных), л/мин;
L — длина цилиндра, мм;
D — диаметр цилиндра, мм;
n — число цилиндров;
m — число клапанов, золотников, дросселей, реле, регуляторов и т.д.
Основные показатели точности позиционирования по ГОСТ 27843-2006 и ISO 230/2:
Срок службы станка определяется износом трущихся элементов — это направляющие, подшипники, ходовые винты и т.д. По системе планового предупредительного ремонта станки через определенное время наработки подвергаются ремонту: среднему, капитальному или периодическим осмотрам.
На сегодняшний день экономически целесообразно выводить станки в ремонт по их фактическому состоянию. А фактическое состояние можно определить на основе технической диагностики. Под техническим диагностированием понимают оценку износа поверхностей трения отдельных деталей оборудования и состояния их сопряжений в процессе его эксплуатации без разборки.
Результаты комплексной оценки точности станка мод. FQS 400 без его разборки до регулировки.
Диагностику износа направляющих можно определить различными методами, например, методом нанесения радиоактивных изотопов, по мере уменьшения излучения устанавливается степень износа направляющих.
Диагностика различных механизмов и узлов, например, приводов подачи, проводится на основе измерения фактического положения узлов при перемещении узла по координатам.
Для одной координаты на подвижном узле ставится внешний измерительный элемент — датчик. Проводится движение по программе, датчиком проводятся измерения фактических положений узла, высчитывается разница между фактическим и запрограммированным. И таким образом можно оценить точность работы станка. По ГОСТу 27843 обозначены показатели, характеризующие точность работы привода станка.
Методика последняя, которая сейчас действует, предусматривает измерения в контрольных точках, которые не коррелируют с основной периодической ошибкой. Фактическая ошибка в приводах носит периодический характер. Есть накопленная составляющая, есть периодическая. Если контрольные точки расположить так, чтобы выбирать разные доли периодических составляющих, можно отдельно оценить и накопленную, и периодическую ошибки.
Эта диагностика по одной координате. Сейчас есть средства, позволяющие отследить состояние оборудования и его приводов по движению по круговой траектории.
Другой метод оценки состояния узлов — с помощью импульсного нагружения. Во всех станках есть движущие станки в виде роторов, это шпиндельные узлы, они всегда на подшипниках.
Программный комплекс nkRecorder (св-во № 2009613214)
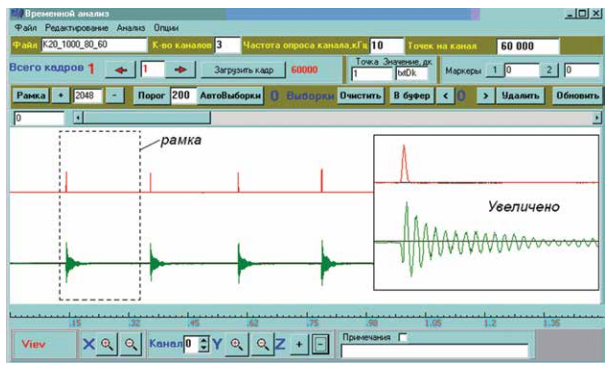
Затем выполняется осреднение спектров по всем выборкам SSРР, SSγγ, RRγР, IIγР
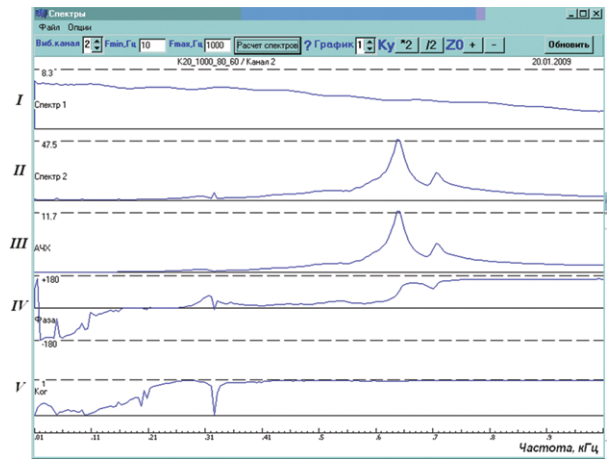
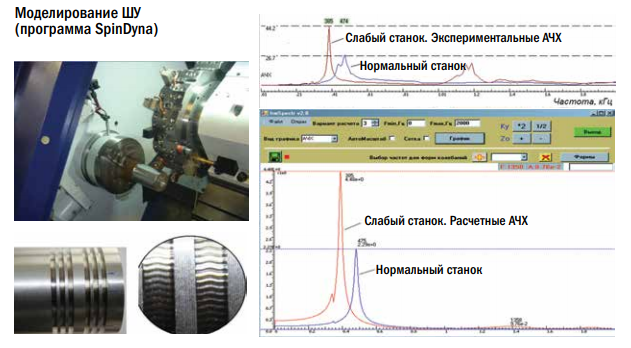
Состояние подшипников можно оценить по реакции на импульсное воздействие. Как невропатолог бьет пациента по коленке молотком и смотрит реакцию, а потом судит о состоянии нервной системы, так примерно и мы судим о состоянии станка по реакции на импульсное воздействие динамометрическим молотком. Ведется запись датчиков абсолютных колебаний акселерометром колебаний на это импульсное воздействие, а дальше идет спектральная обработка. Вся процедура наладки станка занимает не более получаса. В результате получаются характеристики, которые позволяют судить о его состоянии.
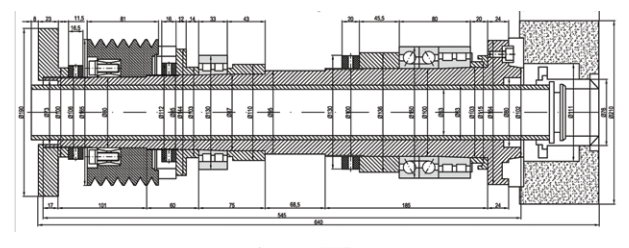
Недавно нам удалось решить проблему, которая стояла на заводе «Гидросила». Они купили два новых станка, один нормально работает, а другой — дробит. Изготовитель станка рекламацию не принимает. Мы провели испытания, весь комплекс испытаний занял два часа, в результате получили экспериментальные характеристики, а затем смоделировали шпиндельный узел и реально показали изготовителю, что у них проблема с двухрядным роликовым подшипником в передней опоре.
Когда мы по программе, по модели изменили жесткость подшипника в 6 раз, получили полное совпадение расчетно-экспериментальных характеристик. Им уже деваться было некуда, и они заменили шпиндельную балку на станке, и таким образом он был сдан.
Ремонтная сложность оборудования
Для определения объема ремонтных работ, степени их сложности при осуществлении капитального и текущего ремонтов, планово-профилактического (технических осмотров) и текущего обслуживания оборудование предприятий почтовой связи классифицируется по категориям ремонтной сложности.
Ремонтная сложность — это затраты труда работников при осуществлении капитального ремонта оборудования, выраженные в условных единицах. Ремонтная сложность зависит от конструктивных и технологических особенностей, а также размеров оборудования. Чем сложнее и крупнее оборудование и чем оно точнее, тем выше категория сложности его ремонта. В свою очередь, ремонтная сложность подразделяется на ремонтные сложности механической, электротехнической и гидравлической части оборудования. Поэтому ремонтную сложность оборудования обозначают буквой с соответствующим индексом (для механической части — Rм, электротехнической — Rэ, гидравлической — Rr), а ее значение, присвоенное данному типу оборудования, — коэффициентом перед этой буквой. Так, например, запись 3Rm, 4Rэ обозначает, что данный тип оборудования имеет третью ремонтную сложность механической и четвертую — электротехнической частей.
Исходными данными для определения ремонтной сложности являются технические характеристики оборудования, его функциональная схема и обобщенный опыт проведения различных планово-профилактических мероприятий системы ППР.
Наряду с ремонтной сложностью для удобства выполнения расчетов ремонтных и других элементов системы ППР используется понятие ремонтная единица. Для каждого типа оборудования ремонтная сложность определяется совокупностью ремонтных единиц. Так как ремонтная сложность выражается через затраты рабочего времени на осуществление различного вида работ, то ремонтная единица выражается через нормы времени на слесарные, станочные и прочие работы. Практикой для каждого вида планово-профилактических мероприятий в системе ППР выработаны со-ответствующие нормативные величины, которые распространяются на механическую и электротехническую части оборудования.
В табл. 5.1 приведены нормы времени на одну ремонтную единицу механической и электротехнической частей оборудования, выраженную в человеко-часах, в зависимости от вида планово-профилактических мероприятий.
Примечание. Нормы на станочные работы предусматривают получение изготовленных централизованным путем запасных деталей в пределах 10% общего потребного количества. При получении готовых запасных деталей со стороны свыше 10% потребности нормативы на станочные работы должны соответственно уменьшаться.
Нормы времени на слесарные работы механической части оборудования предусматривают выполнение ремонтных работ в закрытом теплом помещении при наличии простейших грузоподъемных устройств (талей, домкратов, тележек и т.п.).
Нормы на слесарные- работы электротехнической части оборудования приняты для условий нормальной доступности ремонтируемых элементов электросхемы и автоматики, обеспеченности техническими средствами проверки, ремонта и монтажа электрооборудования (электроизмерительных приборов, инструментов, грузоподъемных механизмов и т.п.). Указанные нормы не учитывают ремонтных работ, связанных с восстановлением обмоток электродвигателей и пускорегулирующей аппаратуры (магнитных пускателей, силовых реле и т.п.).
Нормы времени на прочие работы механической части оборудования предусматривают выполнение электросварочных и подкрасочных работ.
Все нормы времени учитывают работы, связанные с транспортировкой ремонтируемого оборудования в пределах зоны его ремонта, монтажа и демонтажа. Данные по ремонтной сложности механической и электротехнической частей оборудования приведены в Правилах технической эксплуатации средств почтовой механизации и автоматизации.
Пользуясь расчетными формулами для определения ремонтной сложности механического и электротехнического оборудования, приведенными в табл. 5.2, 5.3, можно определить ремонтную сложность, учитывая специфику оборудования каждого производительного участка, цеха и предприятия.
При определении ремонтной сложности как отдельных типов оборудования, так и оборудования, составляющего технологическую цепочку производственного участка, цеха или предприятия, оборудование следует сгруппировать по элементам технологических процессов обработки почтовых отправлений, после чего определить ремонтную сложность механической и электротехнической частей оборудования.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Категории сложности ремонта, трудоемкость ремонтных работ. Расчет потребности в рабочей силе.
Трудоемкость ремонта измеряется в условных ремонтных единицах и обозначается r. За условную ремонтную единицу принята условная (эталонная) машина, не существующая реально, на капитальный ремонт которой необходимо затратить определенное количество человеко-часов рабочего времени.
Для определения трудоемкости Т конкретной единицы оборудования введено понятие «категория сложности ремонта», обозначаемая R. Величина R является безразмерным коэффициентом, показывающим, во сколько раз трудоемкость ремонта (или ТО) конкретной машины или аппарата больше или меньше трудоемкости одной условной ремонтной единицы. Каждый тип оборудования имеет свою категорию сложности ремонта.
Трудоемкость среднего ремонта оборудования Тс, текущего Тт, осмотра То по отношению к трудоемкости капитального ремонта Тк определяется следующим соотношением:
Трудоемкость работ по ремонту и ТО механической части технологического оборудования Тм ч определяют по формуле:
 , (1.2)
, (1.2)
Численное значение коэффициента, учитывающего вид ремонта, выраженного в человеко-часах, приведены в табл. 1.1
| Значение коэффициента К (в чел.-ч) при различных видах ремонта | |||
| ТО | М | С | К |
При построении графика ППР, после распределения ремонтов и ТО по месяцам планируемого года под каждым видом работ записывают их плановую трудоемкость, например М2/7.
Общую трудоемкость работ разбивают (механическая часть) на отдельные виды, для чего удобно воспользоваться их процентным соотношением в общем объеме работ условной ремонтной единицы; слесарные 72%, станочные 20%, прочие 8%, итого 100%.
При составлении графика ППР учитывают простой оборудования в ремонте. Простой считается с момента его остановки на ремонт до приемки в эксплуатацию по акту.
Степень сложности ремонта и его ремонтные особенности оцениваются в категориях сложности от первой сложности ремонта до десятой (1R. 10R).
Числовой коэффициент ремонтной сложности для технологического оборудования определяется как отношение времени в человеко-часах (трудоемкость), затраченного на капитальный ремонт машины, к условной ремонтной единице по формуле:
 , (1.3)
, (1.3)
Понятие «условная ремонтная единица» введено наряду с категорией сложности для планирования и учета ремонтных работ, а также для проведения расчетов.
Одна ремонтная единица для всех видов технологического оборудования характеризуется трудоемкостью капитального ремонта в 35 чел.-ч.
Количество или сумму ремонтных единиц для каждой машины (аппарата) указывают в виде коэффициента перед буквой r. Так, 6 ремонтных единиц записываются как 6r.
Суммой ремонтных единиц пользуются при определении числа рабочих, необходимых для межремонтного обслуживания и выполнения работ по плановым ремонтам, при определении потребного количества материалов и планировании затрат на ремонт и др.
Сумму r для машины (аппарата) определяют по формуле:
 , (1.4)
, (1.4)
Расчет потребности в рабочей силе
Потребное количество дежурных слесарей для межремонтного обслуживания рассчитывают по цехам и видам оборудования по формуле:
 , (1.6)
, (1.6)
| Оборудование | Нормы межремонтного обслуживания на 1 рабочего в смену в ремонтных единицах |
| Поточно-механизированные линии; автоматические линии и агрегаты; оборудование с категорией сложности ремонта R > 5 | |
| Оборудование с категорией сложности R ≤ 5 |
Потребное количество рабочих для выполнения плановых ремонтов и осмотров определяют на основании годового плана ремонта оборудования по формуле:
 , (1.7)
, (1.7)
SRк; SRс; SRт; SRо; суммарное годовое количество ремонтных единиц соответственно при капитальном, среднем, текущем ремонте и осмотре;
Если коэффициент выполнения норм времени за предыдущий год был выше единицы, то при расчете потребности в рабочих его не принимают во внимание.
Численность рабочих РММ определяют на основании рассчитанной трудоемкости соответствующих операций (слесарных, станочных и др.) ремонтных работ с учетом эффективного (расчетного) годового фонда времени Фэ одного рабочего. Потребное количество основных (производственных) рабочих по профессиям определяют по формулам:
 и
и  , (1.8)
, (1.8)
Затем находят среднеявочную и среднесписочную численность рабочих-станочников, слесарей-ремонтников, сварщиков, электроремонтников, слесарей службы средств измерения и автоматизации и строительных рабочих. Исходя из полученных результатов, а также из практических соображений проектируют штат основных (производственных) рабочих РММ. Штаты рабочих по отделениям РММ и по профессиям ориентировочно можно определить по Временным нормам проектирования предприятий, а также по количеству основных металлорежущих станков в мастерских. Общее число основных рабочих РММ определяют, суммируя число рабочих, занятых в отделениях мастерских.
Билет № 15
Физическая сущность процесса перемешивания. Определение расхода мощности при перемешивании. Основные расчеты. Аппаратурное оформление.
Смешивание или перемешивание – механический процесс равномерного распределения отдельных компонентов во всем объеме смеси под действием внешних сил. Применяется в пищевой промышленности для приготовления эмульсий, суспензий и получения гомогенных систем (растворов).
Различают два основных способа перемешивания в жидких средах: механический(во вращающемся резервуаре смесителя, с помощью мешалок различных конструкций (лопасти, винты, ножи, шнеки и др.)) и пневматический (сжатым воздухом, паром или инертным газом). Кроме того, применяют перемешивание в трубопроводах и перемешивание с помощью сопел и насосов, ультразвуком или гидродинамическим эффектом и др.
Перемешивание. Способы перемешивания. Типы мешалок.
Процесс перемешивания применяют для равномерного распределения составных частей в жидких и газовых смесях, а также для ускорения и интенсификации гидромеханич., тепловых, массообменных, химических и биохимич. процессов.

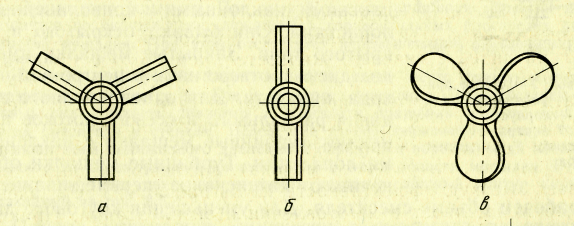 Способы перемешивания: 1.Механическое – осуществл. с помощью мешалок различной конструкции, из котор. наибольшее распр. получили лопастные, винтовые (устаревшие пропеллеровые) и турбинные, 2.Циркуляционное – с помощью насоса, перекачив. жидкость по замкнутой системе, 3.Поточное – за счет кинетической энергии жидкости или газа, 4.Пневматическое – с помощью жатого воздуха, пропускаемого через слой перемешиваемой жидкости, В отдельных случаях применяют специальные типы мешалок: барабаррые, якорные, рамные, ленточные, дисковые. По расположению вала мешалки бывают: вертикальные, горизонтальные, наклонные.
Способы перемешивания: 1.Механическое – осуществл. с помощью мешалок различной конструкции, из котор. наибольшее распр. получили лопастные, винтовые (устаревшие пропеллеровые) и турбинные, 2.Циркуляционное – с помощью насоса, перекачив. жидкость по замкнутой системе, 3.Поточное – за счет кинетической энергии жидкости или газа, 4.Пневматическое – с помощью жатого воздуха, пропускаемого через слой перемешиваемой жидкости, В отдельных случаях применяют специальные типы мешалок: барабаррые, якорные, рамные, ленточные, дисковые. По расположению вала мешалки бывают: вертикальные, горизонтальные, наклонные.
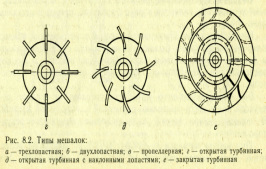

 Лопастные мешалки относятся к тихоходным 30-90 об/мин. Окружная скорость на конце лопасти (для вязких жидкостей) 2-3м/с. Диаметр лопастей обычно составл. (0,3-0,8)D аппарата. Ширина лопасти (0,1-0,25)d лопасти. В аппаратах большей высоты на валу расположено несколько пар лопастей, повернутых друг относительно друга на 90°С с расстоянием (0,3-0,8) d мешалки. Для перемешивания суспензий, содерж. тв. частицы, примен. наклонные лопасти, под углом 30-45° к оси вала, при этом усиливаются вертикальн. токи жидкости, что способств. подъему тв. частиц со дна аппарата. Для предотвращения образования воронки на пов-ти жидкости на стенках аппарата по образующей выполняют контр лопасти (2-4 ребра жесткости). Для интенсивного перемешивания жидкостей вязкостью до 10Па*с применяют винтовые мешалки, окружная скорость котор. достигает 10 м/с. Рабочим органом мешалки явл. винты (пропеллерные лопасти )(2-6шт). При работе мешалки образ-ся потоки в различных направлениях (радиальные, осевые, окружные), что повышает эффективность перемешивания. d мешалки = (0,25-0,3)D аппарата. Винтовые мешалки обладают насосным эффектом, поэтому их часто помещают в диффузоры. Диффузор может устанавливаться также наклонно. Турбинные мешалки применяют для перемешивания жидкостей вязкостью до 500 Па*с, в т.ч. грубых суспензий. Их изготавл. в виде колес турбин с плоскими наклонными и криволинейными лопастями. Бывают: открытого и закрытого типа. Закрытые имеют 2 диска с отверстиями в центре для прохода жидкости. жидкость входит в колесо по оси через центр и получает ускорение от лопаток, выбрасывается из колеса в радиальном направлении. Якорные мешалки применяются для перемешивания густых и вязких сред (>100 Па*с), n = 50об/мин. Мешалки имеет форму днища аппарата, очищают стенки и дно смесителя от налипающих загрязнений.
Лопастные мешалки относятся к тихоходным 30-90 об/мин. Окружная скорость на конце лопасти (для вязких жидкостей) 2-3м/с. Диаметр лопастей обычно составл. (0,3-0,8)D аппарата. Ширина лопасти (0,1-0,25)d лопасти. В аппаратах большей высоты на валу расположено несколько пар лопастей, повернутых друг относительно друга на 90°С с расстоянием (0,3-0,8) d мешалки. Для перемешивания суспензий, содерж. тв. частицы, примен. наклонные лопасти, под углом 30-45° к оси вала, при этом усиливаются вертикальн. токи жидкости, что способств. подъему тв. частиц со дна аппарата. Для предотвращения образования воронки на пов-ти жидкости на стенках аппарата по образующей выполняют контр лопасти (2-4 ребра жесткости). Для интенсивного перемешивания жидкостей вязкостью до 10Па*с применяют винтовые мешалки, окружная скорость котор. достигает 10 м/с. Рабочим органом мешалки явл. винты (пропеллерные лопасти )(2-6шт). При работе мешалки образ-ся потоки в различных направлениях (радиальные, осевые, окружные), что повышает эффективность перемешивания. d мешалки = (0,25-0,3)D аппарата. Винтовые мешалки обладают насосным эффектом, поэтому их часто помещают в диффузоры. Диффузор может устанавливаться также наклонно. Турбинные мешалки применяют для перемешивания жидкостей вязкостью до 500 Па*с, в т.ч. грубых суспензий. Их изготавл. в виде колес турбин с плоскими наклонными и криволинейными лопастями. Бывают: открытого и закрытого типа. Закрытые имеют 2 диска с отверстиями в центре для прохода жидкости. жидкость входит в колесо по оси через центр и получает ускорение от лопаток, выбрасывается из колеса в радиальном направлении. Якорные мешалки применяются для перемешивания густых и вязких сред (>100 Па*с), n = 50об/мин. Мешалки имеет форму днища аппарата, очищают стенки и дно смесителя от налипающих загрязнений.
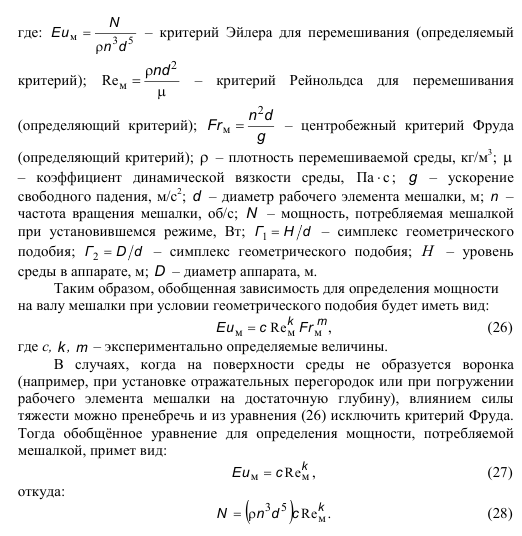
Расчет мощности перемешивания.
Для перемешивания сред очень важно правильно выбрать необходимую скорость вращения лопастей, обеспеч. эффективное перемешивание. При большой окружной скорости резко возрастает расход энергии на перемешивание, неоправданной повышением эффективности процесса. По данным Павлушенко оптимальная частота вращения мешалки, при котор. достигается практически равномерное распределение тв. частиц суспензии находится:
R= φ  ;
;  =ψ, тогда R=ψd 2 w 2 ρ. Для работающей мешалки принимаем что сила R=P, Р- сила, действующая на лопасть, тогда: Р=ψd 2 w 2 ρ – потребляемая мешалкой мощность в рабочий период, Nр= Рw, после подстановки значения Р и окружной скорости w =πdn, получим: Np = ψπ 3 d 5 n 3 ρ, KN = ψπ 3 – коэф. мощности, зависящий от режима вращения мешалки, Np = KNd 5 n 3 ρ, коэф. мощности KN = f(Re) явл. функцией Рейнольдса. Re = wdρ/μ = πdndρ/μ = πd 2 nρ/μ = nd 2 ρ/μ, исключив π как постоянную величину по найденному значению из графика находим KN по котор. рассчитываем мощность перемешивания. Мощность электродвигателя определяют по ур-ю: Nэдв =
=ψ, тогда R=ψd 2 w 2 ρ. Для работающей мешалки принимаем что сила R=P, Р- сила, действующая на лопасть, тогда: Р=ψd 2 w 2 ρ – потребляемая мешалкой мощность в рабочий период, Nр= Рw, после подстановки значения Р и окружной скорости w =πdn, получим: Np = ψπ 3 d 5 n 3 ρ, KN = ψπ 3 – коэф. мощности, зависящий от режима вращения мешалки, Np = KNd 5 n 3 ρ, коэф. мощности KN = f(Re) явл. функцией Рейнольдса. Re = wdρ/μ = πdndρ/μ = πd 2 nρ/μ = nd 2 ρ/μ, исключив π как постоянную величину по найденному значению из графика находим KN по котор. рассчитываем мощность перемешивания. Мощность электродвигателя определяют по ур-ю: Nэдв =  кВт, ή =0,8-0,9 коэф. передачи, 1,3-коэф. 30% запаса мощности на пусковой период. Приведенный расчет относится к мешалкам,перемешивающим жидкости с умеренной вязкостью. Высота слоя жидкости в аппарате равна H=D – для нормализованных мешалок.
кВт, ή =0,8-0,9 коэф. передачи, 1,3-коэф. 30% запаса мощности на пусковой период. Приведенный расчет относится к мешалкам,перемешивающим жидкости с умеренной вязкостью. Высота слоя жидкости в аппарате равна H=D – для нормализованных мешалок.