Смолы и компаунды для использования в электронной промышленности
Смолы и компаунды для использования в электронной промышленности
Автор: Махлаков Сергей, msa@protehnology.ru
Смолы и компаунды, используемые в областях электронной и электрической промышленности, обычно подразделяются на четыре типа: эпоксидная, полиэфирная, полиуретановая и силиконовая. В этой статье мы кратко рассмотрим все из них, чтобы разобраться в их преимуществах и недостатках.
Эпоксидные смолы широко используются в течение многих лет. Они, как правило, твердые и прочные и обладают низким коэффициентом усадки при отверждении. Они характеризуются отличным уровнем механических свойств, хорошими характеристиками при высоких температурах, хорошей адгезией к любой поверхности, а так же демонстрируют превосходную химическую стойкость к широкому спектру химических веществ. Процесс сшивания или отверждения обычно протекает медленно, особенно когда речь идет о небольших объемах смолы. Можно использовать отвердители с быстрым отверждением, но они выделяют много тепла во время отверждения, что приводит к сильной экзотермической реакции, которая может повредить электронные компоненты и вызвать высокие механические напряжения как на компонентах, так и на цепи.
Полиэфирные материалы широко используются для заливки и герметизации, но, как правило, они дают очень высокий экзотермический эффект при отверждении при комнатной температуре, и часто при отверждении может происходить высокий уровень усадки. Это может привести к повреждению компонентов и цепей. Традиционно эти смолы содержат стирол в качестве реакционноспособного мономера, который в прошлом вызывал проблемы из-за его запаха и летучести, однако новое поколение смол заменило стирол другими реактивными мономерами, которые уменьшили связанные с ними опасности.
Electrolube предлагает широкий ассортимент эпоксидных, полиуретановых и силиконовых смол для заливки, герметизации и других применений. Подавляющее большинство из них представляют собой двухкомпонентные материалы, в которых смолу необходимо смешать с отвердителем в определенном соотношении перед использованием. Наборы содержат смолу и отвердитель, предварительно взвешенные в контейнерах в правильном соотношении, что исключает необходимость взвешивания пользователем.

Рисунок 1. Заливка печатной платы
Преимущество 250г упаковки состоит в том, что можно приобрести небольшой объём материала, а упаковка состоит из пластикового пакета, разделенного на два отсека съемным уплотнением и зажимом. Опять же, смола и отвердитель находятся в правильном соотношении, а также, после снятия уплотнения, обе части могут быть тщательно смешаны прямо в пакете без подачи воздуха.
Затем пакет можно использовать в качестве дозатора для заливки соответствующего устройства (рис.2). Electrolube предлагает так же ограниченный диапазон эпоксидных смол, состоящих из одной части, которые термически отверждаются и могут использоваться для инкапсуляций небольшого объёма.
Большинство используемых компаундов представляют собой сложные продукты с технологическими характеристиками и конечными свойствами, настроенными в соответствии с потребностями клиентов с использованием навыков разработчика. Эпоксидные смолы обычно содержат основную эпоксидную смолу, обычно бисфенол А, и разбавители или разбавители вязкости, которые могут сделать смолу менее вязкой и более удобной для работы. Разбавители могут быть реакционноспособными, участвующими в процессе сшивания, или нереакционноспособными, будучи химически инертными.
Преимущество полимерной упаковки состоит в том, что имеются небольшие количества, упаковка состоит из пластикового пакета, разделенного на два отсека съемным уплотнением и зажимом. Опять же, смола и отвердитель находятся в правильном соотношении, а также, после снятия уплотнения, обе части могут быть тщательно смешаны в пакете без подачи воздуха. Затем пакет можно использовать в качестве дозатора для заливки соответствующего устройства. Electrolube предлагает ограниченный диапазон эпоксидных смол, состоящих из одной части, которые термически отверждаются и могут использоваться для небольших капсулирований. Доступны однокомпонентные отверждаемые влагой полиуретановые и силиконовые смолы, но проникновение влаги для получения полного отверждения является проблемой с заливкой или капсулированием. Можно составить одну часть смолы, которая может быть отверждена ультрафиолетовым излучением, но эта технология не очень подходит для приготовления заливочных смол из-за проблем с тенью и степени отверждения на глубине при отверждении толстых профилей с компонентами и сложной геометрией.
Большинство используемых систем смол представляют собой сложные продукты с технологическими характеристиками и конечными свойствами, настроенными в соответствии с потребностями клиентов с использованием навыков разработчика. Эпоксидные смолы обычно содержат основную эпоксидную смолу, обычно бисфенол А, и разбавители или разбавители вязкости, которые могут сделать смолу более жидкой и более легкой в обработке. Разбавители могут быть реакционноспособными, участвующими в процессе сшивания, или нереакционноспособными, будучи химически инертными.
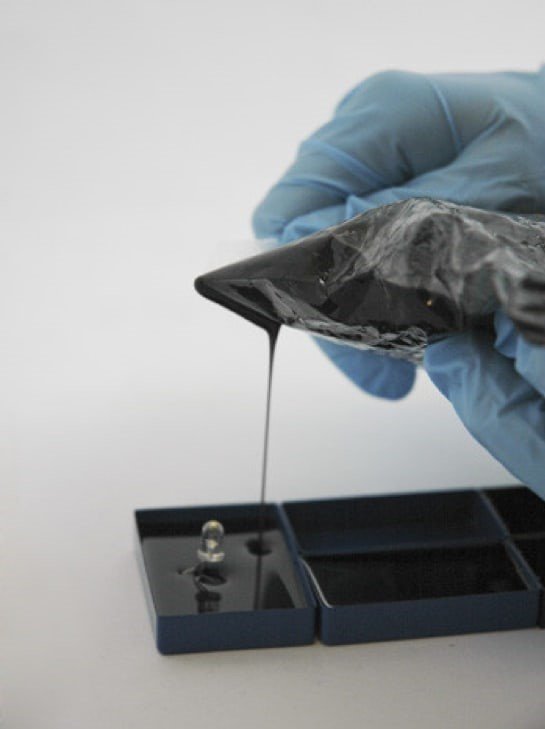
Рисунок 2. Заливка светодиода компаундом напрямую из пакета
Отвердитель, используемый с эпоксидной смолой, вносит очень важный вклад в конечные свойства, а также выбор отвердителя является основным способом изменения скорости отверждения и потенциального экзотермического эффекта. Самые ранние использованные отвердители были довольно агрессивным классом химических веществ, называемых первичными алифатическими аминами.
Они дают быстрое отверждение, но, как следствие, выделяют много тепла а так же вызывают повреждения кожи и могут вызвать дерматит и астму, если с ними не обращаться осторожно. К ним относятся так же ароматические амины, улучшающие термические и механические свойства отвержденного продукта. Было обнаружено, что они обладают канцерогенными и мутагенными свойствами, что привело к постепенному отказу от них. Аминовые отвердители часто поставляются в виде сложных смесей из различных материалов, часто в виде полиамидов, и требуют от специалиста большого опыта в обращении с нмии. Ангидриды органических кислот дают эпоксидные смолы с низкой вязкостью и с очень высокими непрерывными рабочими температурами, а так же превосходной химической стойкостью, но их необходимо отверждать при высоких температурах.
Скорость отверждения в уретановых системах очень легко регулируется путем добавления большего количества катализатора к компоненту смолы. Эти катализаторы обычно делятся на две категории: амины и комплексы переходных металлов. Каждый катализатор имеет свои собственные характеристики отверждения в системе смол. К сожалению, изменяющийся характер законодательства, в частности RoHS, REACH и GHS, означает, что определенные химические вещества либо ограничены в использовании, либо запрещены для определенных видов применения, либо сняты с рынка.

Рисунок 3. Двухкомпонентный полиуретановый компаунд Electrolube
Это означает, что химикам пришлось приложить немало усилий, чтобы переформулировать существующие продукты, чтобы сохранить текущие свойства, а также разработать новые продукты для удовлетворения меняющихся потребностей рынка.
Силиконовые компаунды основаны на силиконовых полимерах различной молекулярной массы с различными концевыми группами для обеспечения требуемой функциональности. Как и в случае с полиуретанами, твердость смолы можно регулировать с помощью разветвленных полимеров для увеличения плотности связей отвержденной смолы. Силиконы используют ряд различных катализаторов, чтобы инициировать процесс отверждения, во многих случаях они основаны на комплексах платины. Не рекомендуется отверждать эпоксидные смолы и силиконы в одной печи. Также в зависимости от типа концевых групп (винил или гидроксил) будет определяться реакция отверждения, а также требуется ли влага. В отличие от эпоксидных смол, сложных полиэфиров и полиуретанов, силиконы обычно отверждаются от открытой поверхности вниз через тело смолы. Это означает, что у силикона будет короткое время отверждения (иногда называемое временем прилипания), но затем реакция отверждения протекает по всему объему смолы, это означает, что глубина смолы будет определять время отверждения.
Твердые наполнители являются очень важным компонентом многих смол. Они могут быть добавлены для простого снижения стоимости, например, порошкообразный известняк. Экономия, как правило, немного меньше, чем можно предположить по стоимости за кг, поскольку заполненные системы имеют более высокую плотность, чем незаполненные. Это означает, что, хотя изделию может потребоваться 3 грамма смолы плотностью 1,0 для его заливки, для этого потребуется 4,5 грамма смолы плотностью 1,5. В каждом случае объем составляет 3 мл. Сравнение стоимости конкурирующих смол всегда должно проводиться на основе объёма, а не на основе веса.
Многие другие типы наполнителей могут быть использованы в эпоксидных смолах, полиуретанах и силиконах. Полые стеклянные и пластиковые сферы дают пониженную плотность и низкие диэлектрические потери. При заливке радиочастотной схемы заливочная смола может создавать емкостные эффекты между проводниками на печатной плате и недопустимо изменять характеристики схемы. Для преодоления этих проблем можно использовать полые сферы, содержащие смолы с низкой диэлектрической проницаемостью. Типичными примерами таких смол являются ER 1448 и UR 5118. Оксиды цинка и оксид алюминия дают улучшенную теплопроводность, но оксид алюминия чрезвычайно абразивен и вызывает серьезные проблемы с износом оборудования для смешивания и дозирования. ER 2183 и ER2221 являются очень популярными примерами наполненных оксидом цинка теплопроводящих эпоксидных смол. UR5608 и SC4003E являются примерами полиуретана и силиконовой смолы соответственно, которые показывают хорошую теплопроводность. Кремниевый песок дает меньшую усадку при отверждении и коэффициент теплового расширения. Измельченные стеклянные волокна дают улучшенную ударопрочность; сульфат бария не пропускает рентгеновские лучи и т.д.
В первые дни заливки и герметизации эпоксидные смолы были единственными материалами на рынке. Эпоксидная химия развивалась на протяжении многих лет для удовлетворения меняющихся потребностей промышленности и нормативно-правовых баз, однако и полиуретаны, и силиконы стали более зрелыми с точки зрения разрабатываемых и предлагаемых смол.
Рисунок 4. Заливка светодиодного устройства силиконовым компаундом.
С изменяющимся и развивающимся рынком электроники, с требованиями развивающегося рынка мобильных устройств, использования светодиодов и естественного развития и развития более мелких и более мощных компонентов в устройствах, рынок требует разработки новых смол и материалов, чтобы удовлетворить эти требования. С этой целью химики заглядывают глубоко в свои шкафы, чтобы найти материалы и химикаты, отвечающие требованиям сегодняшнего и завтрашнего дня.
Что такое компаунд
Электромеханики используют слово компаунд. Что это? Это состав с изоляционными свойствами, до момента нанесения находится в жидком состоянии, затем под воздействием температур застывает. Внешне есть сходство с лаком, но смесь не содержит растворителей, испаряющихся при просыхании.

Что такое компаунд
Под компаундом понимается полимерный материал, который применяется для залива и пропитки схем радиоаппаратуры, конструкций и компонентов электроаппаратуры, элементов электрических устройств. После просыхания обладает такими свойствами:

В основном смесь двухкомпонентная и по своим свойствам делится на:
Виды компаундов
Классифицируются смеси в зависимости от области применения. Ещё материал без добавок считается однокомпонентным, а с добавками, обеспечивающими приобретение новых свойств, многокомпонентным. Основное подразделение на полимерные, эпоксидные.
Эпоксидные
Эпоксидный компаунд это вязкий состав, который имеет клеевые свойства, в составе содержит эпоксид.
Применяется такое вещество в искусстве для изготовления украшений, сувениров. Также применимо в промышленности как связывающий элемент для материалов разного использования.
Эпоксидный компаунд просыхает при влиянии конкретных ликвидусов. Они случаются двух главных видов – формирующие и терпко-текущие. Какие, в собственную очередность, разделяются: пропиточные, обволакивающие, литейные, заливочные.
Такие вещества имеют механические и электрические свойства, текучесть, противостоят химическим влияниям, обладают малой усадкой.
Советуем посмотреть видео:
Материал имеет и отрицательные стороны в применении: повышенные температуры наносят повреждения, обеспечивая высокую сцепливаемость, тем самым, обеспечивает плохое снятие, дорогая смесь.
ABRO представляет линию качественных компаундов, которым доверяют мастера.
Полимерные
Полимерные вещества – материал композиционный. Применяется с целью залития дроссельных обмоток и иных частей, по которым идет ток. Из такого состава выливаются цельные детали.
В основу заложены полимеры, мономеры. Примером служат полиэфирные смолы, каучук и пр. Все компоненты имеют жидкое состояние, просыхают при наличии ограниченных температур.

Есть смазочные сополимерные составы, которые не высыхают под воздействием температур. Положительные характеристики проявляются в следующем: смесь негорючая, химическое постоянство, диэлектрические свойства, противостояние воде, термостойкость.
Сфера использования
Основное применение смеси – медицинское, стройка, машиностроение, искусство.
Эпоксидные составы востребованы во всех отраслях промышленности, также для изготовления поделок. Если смесь содержит гидроксид алюминия, изомеры, смолу, то такие составы применимы для заливания катушек зажигания, компонентов высоковольтной техники. Заливка проводится под давлением.
При трубопроводном обслуживании такие материалы тоже применимы:
Составы способны замещать не один материал, при этом снижаются расходы при обслуживании оборудования.
В заключение
Применение компаундов увеличивает безопасность использования электронных устройств и оборудования, гарантируя их изоляцию и защиту от вибрационных воздействий. Защищает людей от удара током при эксплуатации таких изделий.
Статья с полезной информацией? Оставьте комментарий и поделитесь статьей в соцсетях.
Заливочные компаунды (смолы) для защиты и изоляции печатных плат и электронных компонентов от воздействий тяжёлых и неблагоприятных окружающих условий
Заливочные и герметизирующие компаунды обеспечивают превосходную защиту от механических воздействий, которую можно определить несколькими способами. Превосходные характеристики этих материалов становятся очевидными при применении, подразумевающем длительное воздействие, погружение в агрессивной химической среды или же, к примеру, воздействие вибраций, тепловых или механических ударов. Более высокий уровень защиты достигается благодаря массе обволакивающего устройство компаунда. Хотя есть и различия в зависимости от конкретного изделия, заливочные и герметизирующие компаунды всегда обеспечивают гораздо лучшую покрывающую способность, чем обеспечиваемая с помощью защитных покрытий.
Благодаря наличию объемного материала, окружающего печатную плату, заливочные и герметизирующие компаунды обычно представляют собой двухкомпонентные системы, которые при смешивании образуют цельный и полностью отверждённый материал без побочных продуктов. Для любых требований в зависимости от условий применения компания Electrolube предлагает ассортимент защитных покрытий, обеспечивающих защиту как во влажной, так и в коррозионной среде в сочетании с удобством их нанесения. Эти материалы могут использоваться как для полного, так и для селективного нанесения на печатный узел, сводя к минимуму дополнительный вес, образуемый в результате нанесения защитного материала.
Типы компаундов
Ассортимент технологических материалов Electrolube включает в себя эпоксидные, полиуретановые и силиконовые заливочные компаунды как общего, так и специального назначения. Полиуретановые смолы обычно применяются благодаря своей эластичности, различной твёрдости по Шору и быстрому отверждению. Эпоксидные компаунды, в целом, являются намного более твердыми материалами, обладая по сравнению с полиуретановыми компаундами превосходной стойкостью как к химическим веществам, так и к механическим воздействиям. Силиконовые компаунды обычно применяются в устройствах, подверженных воздействию высоких температур, и обеспечивают превосходную защиту в крайне тяжёлых условиях эксплуатации.
Эпоксидные смолы Очень прочные • Легко наносятся • Обладают низким коэффициентом теплового расширения • Превосходная защита как от воздействия влажной среды, и агрессивных химических веществ
Полиуретановые смолы • Cохраняют эластичность даже при низких температурах • Отлично подходят для хрупких компонентов • Исключительно широкий диапазон твёрдостей • Превосходная водостойкость; созданные материалы специально предназначены для изделий морского назначения
Силиконовые компаунды Очень широкий диапазон рабочих температур • Исключительные характеристики при высоких температурах • Превосходная эластичность • В числе прочих предлагаются оптически прозрачные компаунды, отлично подходящие для производства изделий со светодиодами
Большинство заливочных компаундов от компании Electrolube – это двухкомпонентные системы, которые при смешивании в правильной пропорции образуют в результате химической реакции полимерные материалы. Свойства отвержденного компаунда могут быть тщательно подобраны в соответствии с индивидуальными технологическими требованиями заказчика. Компания Electrolube предлагает большой выбор компаундов различной твёрдости, вязкости и времени гелеобразования, а также обладающих различными электрическими и тепловыми характеристиками. Другие материалы и материалы на заказ доступны по запросу. Возможно производство и поставка уникальных материалов для особых технологических применений.

Рекомендации по выбору материала
Сегодня электронная промышленность является одной из наиболее активно развивающихся отраслей, где число новых применений кажется бесконечным. В качестве одного из множества примеров можно привести печатные платы, которые можно обнаружить в бытовых приборах, промышленном оборудовании, автомобильной и военной технике. Чтобы обеспечить надёжность этих крайне требовательных устройств, печатные платы необходимо защищать, предотвращая тем самым ухудшение их рабочих характеристик или, в худшем случае, полный отказ. Компания Electrolube предлагает всеобъемлющий выбор компаундов для удовлетворения растущих потребностей электронной отрасли. Примеры нескольких возможных применений и рекомендации по выбору подходящего материала призваны обозначить отправные точки для выбора. Тем не менее, вследствие различий в изделиях необходимо проводить испытания всего узла в соответствующем оборудовании с воспроизведением конечных условий его эксплуатации. Это могут быть как точные условия, так и тщательно спланированные ускоренные испытания.
Защита общего назначения
Для многих изделий от заливочного компаунда требуется защита в обычных условиях окружающей среды – например, защита от вибраций в стандартных атмосферных условиях. Эти изделия могут различаться между собой, однако компания Electrolube предлагает компаунды общего назначения, соответствующие многим подобным требованиям. В качестве примера можно привести следующие материалы: • ER2188 – Эпоксидный компаунд общего назначения • UR5604 – Полиуретановый компаунд общего назначения • SC2001 – Силиконовый компаунд общего назначения
Защита изделий со светодиодами
Существует ряд потенциальных требований к защитным компаундам для изделий со светодиодами. Типичными примерами являются оптически прозрачные компаунды для защиты самого светодиода, а также теплопроводящие материалы для более эффективного отвода тепла от светодиода или светодиодного модуля. С ростом числа светодиодных устройств также возросло и число других потенциальных требований к таким материалам, среди которых стойкость компаунда к УФ-излучению и изменению цвета, а также минимальное изменение цветовой температуры светодиода.
В качестве примера можно привести следующие материалы: • UR5562 – Оптически прозрачный полиуретановый компаунд • SC3001 – Оптически прозрачный силиконовый компаунд • ER2220 – Теплопроводящий эпоксидный компаунд
Защита радиочастоных изделий
Изделия, с помощью которых производится передача радиосигналов, требуют использования заливочных компаундов, которые не создают помех передаче данных. Число таких изделий неуклонно растёт, и автомобильная промышленность – это лишь один из примеров такого роста. Увеличение числа интеллектуальных систем вызвало необходимость передачи информации от различных установленных на автомобиле датчиков на дисплей приборной панели. Основной характеристикой, на которую обычно обращают внимание в данном случае, является диэлектрическая постоянная или диэлектрическая проницаемость. Для высокочастотных приборов, например, требуется низкое значение диэлектрической проницаемости, равное 3-3,5. В состав таких материалов могут входить специальные наполнители для получения минимально возможного значения. Эти наполнители, могут затруднять перемешивание и дозирование компаунда вследствие увеличения вязкости. Поэтому наилучшим вариантом для получения значения диэлектрической проницаемости, слегка превышающего 4, может оказаться использование специального состава материала и отказ от наполнителей. В любом случае, чтобы определить оптимальные требования по диэлектрической проницаемости для данного изделия, важно провести испытания предлагаемых компаундов. • ER1451 – Эпоксидный компаунд без наполнителей • UR5118 – Полиуретановый компаунд без наполнителей • SC2001 – Силиконовый компаунд без наполнителей

Защита изделий в морской среде
Для применений в морских условиях требуется превосходная стойкость к погружению в соленую воду; необходимо учитывать и другие технологические требования к изделиям. Типичные применения могут включать в себя сращивание кабелей под водой, защиту светодиодного освещения на корабельной палубе, а также защиту различных датчиков. В таких случаях могут понадобиться прозрачные или цветные компаунды, которые должны обеспечивать сильную адгезию и низкое значение диэлектрической проницаемости на протяжении всего периода эксплуатации устройства в суровых условиях. • UR5041 – Полиуретановый компаунд с высокой водостойкостью • UR5083 – Восстанавливаемый полиуретановый гель • UR5528 – Прочный полиуретановый компаунд с отличной адгезией
Компаунды и смолы для сращивания и склеивания
Существует множество применений, где требуется высокий уровень адгезии – либо с точки зрения прочности соединения вследствие возможных механических воздействий на узел, либо в таких применениях, как сращивание кабелей. Такие компаунды могут наноситься непосредственно или в сочетании с грунтовкой. Кроме этого, на адгезионные свойства заливочного компаунда также влияет и состояние поверхности основания – поверхности должны быть чистыми и сухими, при этом адгезия к очень гладким поверхностям достигается сложнее. Сложности в работе вызывают основания с очень низким поверхностным натяжением, такие как основания из политетрафторэтилена. • ER1122 – Эпоксидный компаунд с высокой адгезионной способностью • UR5545 – Быстросхватывающийся полиуретановый компаунд • ER2195 – Эпоксидный компаунд-ингибитор горения
Существует также ряд специфических свойств, которые могут потребоваться от материала для определённых применений. Компания Electrolube предлагает линейку материалов, отвечающих широкому спектру требований, некоторые из которых приведены ниже.
Компаунды — ингибиторы горения
Материал может соответствовать стандарту UL94, где V-0 является самым высоким классом стойкости к горению. Кроме того, компания Electrolube предлагает проведение лабораторных испытаний на соответствие данному стандарту с целью классификации несертифицированных материалов. • Сертифицированные в соответствии со стандартами безопасности UL эпоксидные компаунды: ER2165, ER2188, ER2195 • Сертифицированные в соответствии со стандартами безопасности UL полиуретановые компаунды: UR5044, UR5097, UR5604 • Поставляются также и другие материалы, сертифицированные в соответствии со стандартами безопасности UL
Теплопроводящие смолы и компаунды
В некоторых методах измеряется только суммарное тепловое сопротивление материалов и контактное сопротивление материала/инструмента. Компания Electrolube использует такой вариант метода теплового потока, в котором измеряются оба этих параметра по отдельности, обеспечивая тем самым намного более точное измерение объёмной теплопроводности. • ER2220 – Теплопроводный эпоксидный компаунд • UR5633 – Теплопроводный полиуретановый компаунд • SC2003 – Теплопроводный силиконовый компаунд
Материалы с высокой стойкостью к воздействию химических веществ
Большинство заливочных компаундов в линейке продукции компании Electrolube обеспечивают защиту от кратковременного воздействия таких химических веществ, как растворители, масла и топливные материалы. В некоторых случаях такое воздействие может быть частым или более длительным, и в этом случае необходимы специальные материалы. • ER2162 – Химически стойкий эпоксидный компаунд • UR5528 – Прочный полиуретановый компаунд • SC2001 – Силиконовый компаунд общего назначения
Очень мягкие / ремонтопригодные компаунды
Для поддержания, к примеру, эластичности при низких температурах заливочный компаунд должен обладать очень низкой твёрдостью. Это особенно важно для устройств с чувствительными компонентами, подверженных резким колебаниям температуры. Кроме того, некоторым устройствам может понадобиться восстановление. Обычно заливочные компаунды трудно удалить, однако компаунды специального состава могут обеспечивать ремонтопригодность при помощи срезания лишнего объема компаунда с устройства. • UR5048 – Сверхмягкий полиуретановый компаунд • UR5044 – Соответствующий требованиям стандарта UL ремонтопригодный полиуретановый компаунд • SC2001 – Мягкий силиконовый компаунд
Однокомпонентные материалы
В некоторых случаях более эффективным способом может быть использование однокомпонентного материала и отверждение при повышенной температуре. Среди применений можно отметить нанесение компаунда сверху в виде капли, когда в противоположность заливке всего узла компаунд защищает только выбранный компонент или область печатной платы. • ER2136 – Однокомпонентный эпоксидный компаунд • GLR – Однокомпонентный компаунд для нанесения сверху в виде капли • ER2219 – Однокомпонентный эпоксидный компаунд-ингибитор горения
Перед применением заливочных компаундов необходимо учитывать, какие загрязнения могут присутствовать на печатной плате или устройстве. В «безотмывочном » процессе, например, остатки на печатной плате будут некоррозионными, однако могут присутствовать другие возможные источники загрязнения. Любые потенциально опасные загрязнения, оставленные на печатной плате перед заливкой компаундом, могут привести к отказу устройства. Помимо этого, ряд загрязнений может вызывать сложности с адгезией заливочного компаунда к печатной плате или внешнему корпусу, в свою очередь, снижая уровень обеспечиваемой защиты. Компания Electrolube предлагает ассортимент отмывочных материалов как на водной основе, так и на основе растворителя, обеспечивающих удаление всех коррозионных остатков с печатной платы перед переходом к другому процессу. С этой целью компания Electrolube предлагает высококачественную техническую поддержку, помогающую определить правильные параметры нанесения материала. Свяжитесь с нами при необходимости получения дополнительной информации. Большинство заливочных компаундов представляют собой двухкомпонентные системы, поэтому для гарантии успешного применения материала необходимо учитывать как процесс приготовления смеси, так и процедуру дозирования. Все виды компаундов могут наноситься как вручную, так и с помощью автоматизированного оборудования, при этом время отверждения можно сократить при повышенных температурах.
Ручное нанесение компаундов

Заливочные компаунды, предлагаемые компанией Electrolube, поставляются в специальных упаковках. 1. Тщательно взвешенная на предприятии-изготовителе упаковка содержит необходимое количество каждого компонента, разделённого застёжкой. 2. Смола и отвердитель смешиваются после удаления застёжки. Чтобы удалить застёжку, снимите обе боковые заглушки, возьмитесь крепко за каждую сторону упаковки и аккуратно потяните в противоположные стороны. 3. Тщательно перемешайте содержимое, перемещая его внутри упаковки. 4. Уделите особое внимание выдавливанию несмешанного материала из уголков упаковки, используя для этого отсоединённую ранее застёжку. Процесс приготовления смеси занимает обычно от двух до четырёх минут в зависимости от навыков оператора и размера упаковки. Перед упаковкой смола и отвердитель проходят процесс вакуумирования, поэтому смесь готова к использованию незамедлительно после приготовления. 5. Уголок упаковки можно срезать таким образом, чтобы использовать ее в качестве простого дозатора. Примечание: внешнюю алюминиевую упаковку полиуретановой смолы настоятельно рекомендуется снимать только перед непосредственным применением. Снятие алюминиевой защитной упаковки приведёт к попаданию влаги и недостаточному отверждению при перемешивании. Чтобы открыть такую упаковку, очень аккуратно срежьте алюминиевую плёнку, чтобы не повредить внутреннюю упаковку. Вытащите и выбросьте пакетики с молекулярными фильтрами. При смешивании содержимого упаковки убедитесь в том, что все поверхности чистые; выполняйте смешивание тщательно, и аккуратно. При перемешивании избегать повреждения упаковки и попадания влаги, что может вызвать появление воздушных пузырьков и привести к ухудшению свойств готового материала.
Смешивание компаундов без упаковки
При перемешивании необходимо соблюдать осторожность, избегая попадания избыточных объемов воздуха. На рынке предлагается оборудование для автоматического перемешивания, которое не только аккуратно перемешивает смолу и отвердитель в правильной пропорции, но и делает это без захвата воздуха. Во избежание попадания влаги емкости с компонентом А (компаунд ) и компонентом Б (отвердитель ) должны храниться в запечатанном виде все время, пока они непосредственно не используются. Перед использованием материал без упаковки должен быть тщательно перемешан. Недостаточное перемешивание приведёт к неравномерному или частичному отверждению. Компания Electrolube тесно сотрудничает с производителями оборудования, чтобы обеспечить для заказчика правильный выбор оборудования и дополнительного оснащения. Возможно нагревание емкостей для снижения вязкости, применение колонн с молекулярными фильтрами с целью минимизации попадания влаги, а также миксеров для предотвращения проблем, связанных с образованием осадка в заполненном оборудовании.
Отверждение компаундов
Не рекомендуется сразу выполнять горячее отверждение в больших объёмах, необходимо сначала дать компаунду превратиться в гель при комнатной температуре. В зависимости от используемого материала, для снижения времени гелеобразования можно использовать повышенные температуры. Для получения дополнительной информации обращайтесь к техническому паспорту материала. В процессе отверждения заливочные компаунды выделяют небольшое количество тепла – температура обычно ниже 35°С, однако экзотермическая реакция некоторых материалов может дать более высокие значения температур. Вследствие этого необходимо учитывать выделение теплоты при таких реакциях, чтобы обеспечить совместимость со всеми компонентами, а также во избежание чрезмерного выделения тепла, рассматривая отверждение при повышенной температуре.
Внимание!
Важно, чтобы поступление воздуха во время приготовления смеси и заливки компаундами было сведено к абсолютному минимуму. В случае с эпоксидными компаундами захват воздуха может привести к образованию пустот, тем самым влияя на обеспечиваемый уровень защиты и создавая потенциальные проблемы, связанные с различиями в коэффициентах теплового расширения. Полиуретановые компаунды восприимчивы к влаге изза особенности отвердителя. Обычно полиуретановые компаунды отверждаются с помощью изоцианатов, которые реагируют с влагой лучше, чем со смолой. В этом случае при поступлении влаги в смоле образуются пузырьки в результате высвобождения углекислого газа, что может привести к недостаточному отверждению, оставляющему после себя мягкую или клейкую смолу. Поэтому важно следить за тем, чтобы емкости вне периода использования всегда оставались закрытыми, а автоматизированное оборудование было оснащено колоннами с молекулярными фильтрами. Рекомендуется регулярно проверять эти колонны, а также следить за тем, чтобы относительная влажность окружающей среды, в которой происходит перемешивание, дозирование и отверждение, поддерживалась на уровне ниже 70%. На силиконовые компаунды могут оказывать воздействие некоторые материалы, химические вещества, отвердители или, к примеру, пластификаторы. Они могут препятствовать отверждению силиконовых компаундов, поэтому все поверхности для подготовки материалов и оборудование необходимо поддерживать в чистоте, избегая контактов со следующими веществами: • Оловоорганическими и металлоорганическими соединениями • Силиконовым каучуком, содержащим оловоорганический катализатор • Серой, полисульфидами, полисульфонами и другими содержащими серу материалами • Аминами, уретанами или аминосодержащими материалами • Ненасыщенными углеводородными пластификаторами • Некоторыми видами остатков паяльных флюсов