Атлас по металокерамике
Подготовка к работе с воском
Компенсационный лак (Stumpflack) — предназначен для создания временного промежуточного слоя на гипсовой модели культи зуба с целью компенсации усадки металла и образования дистанционного зазора между зубом и коронкой под фиксирующий цемент.
На данном этапе нужно очень аккуратно работать с подготовленными штампиками, чтобы не нарушить тонкие участки и, правильно используя компенсационный лак, создать достаточное пространство для цемента.
Первый этап при подготовке штампика к работе с воском — проверка правильности оформления, усиление границы препарировани
ПРОВЕРКА ПРАВИЛЬНОСТИ ОФОРМЛЕНИЯ, УСИЛЕНИЕ ГРАНИЦЫ ПРЕПАРИРОВАНИЯ И ЗАКРЫТИЕ ПОР В ШТАМПИКЕ


Извлекаем штампик из модели.
Проверяем правильность оформления границы препарирования. Чтобы избежать деформации границы препаровки, на штампик рекомендуется нанести отвердитель для гипса.
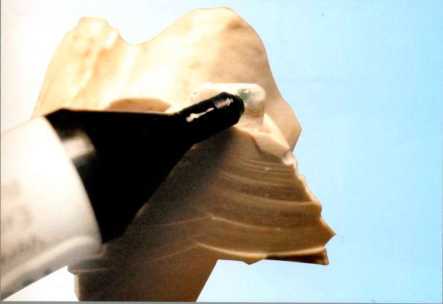

НАНЕСЕНИЕ КОМПЕНСАЦИОННОГО ЛАКА НА КУЛЬТЕВУЮ ЧАСТЬ ШТАМПИКА

Наносим первый слой, отступив от границы препаровки примерно 1 мм.
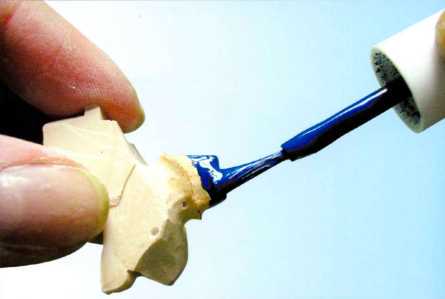

После высыхания первого слоя наносим второй.
Изолирующие и покрывные лаки
Изолирующие материалы и лаки
При изготовлении зубного протеза из любого акрилового базисного материала необходимо изолировать поверхность гипсовой формы от полимер-мономерного теста. Если этого не сделать, то часть мономера из формуемой массы впитывается в гипс, полимеризуется там, а остающийся на поверхности изделия гипсовый слой трудно удаляется. Необходимость получения чистой поверхности стоматологических изделий из пластмасс привела к созданию зуботехнических материалов, объединяемых под названием изолирующие лаки.
Лак разделительный АЦ-1 (ТУ 84-2-149-76). Представляет собой раствор ацетилцеллюлозного этроля в ацетоне, окрашенный в розово-красный цвет. Для покрытия гипсовых поверхностей лаком АЦ-1 пользуются волосяной кисточкой, обильно смазывая всю поверхность, на которой будет располагаться пластмасса. Наносить лак нужно за минимально короткое время, так как он быстро сохнет. Для получения качественной изолирующей пленки лак следует наносить на высушенную гипсовую форму.
Лак разделительный Изокол-69 (ТУ 64-2-79-80) представляет собой коллоидный раствор альгината натрия, содержащий антикоагулянт, консервант и краситель. Покрытие гипсовой формы проводят после того, как с поверхности гипса удален воск и модель (форма) хорошо обезжирена кипячением в воде.

Лак разделительный Изокол-69
Аналогами изолирующего лака Изокол-69 являются Мега-I (Megadenta), Isodent (SpofaDental), Акро-Сеп (JC, Япония).
Stomaflex varnish — силиконовый изолирующий материал. Образует качественный изолирующий покров. Применяется для создания сепарационного слоя между контактными поверхностями зубов перед изготовлением съемных протезов посредством компрессионного прессования в кювету с последующей горячей полимеризацией.
В комплект входят паста, вулканит и наждачный порошок. Материал используется следующим образом: в соотношении 1:1 смешиваются паста и вулканит. Полученная при этом масса сравнительно жидкой консистенции наносится кисточкой на вестибулярную поверхность искусственных зубов и посыпается наждачным порошком.
После высыхания лака проводится гипсование модели в кювету обычным способом. Наждачный порошок, фиксированный в лаке, обеспечивает хорошую ретенцию искусственных зубов в гипсовой пресс-форме, а после проведения полимеризации значительно упрощает механическую обработку межзубных промежутков в съемном протезе.

Мега-Изолирфильм (Silicone separating film) — силиконовая изолирующая жидкость для акриловых зубов, которая позволяет легко отделить протез от гипсовой формы. Также изолирует воск от гипса. Благодаря ретенционным кристаллам силиконовая пленка плотно соединяется с гипсом.
Изофикс (Германия) — жидкость, изолирующая воск от гипса. Хорошие результаты достигаются также при изоляции пластмассы, металла и других материалов. Данная жидкость идеальна для изолирования гипсовых культей, при производстве восковых колпачков способом погружения. Жидкость не содержит силикона, поэтому беззольно выгорает.

Separating Fluid (Лихтенштейн) — изолирующее средство для изоляции пластмассы от гипса и гипса от гипса. Особенно показано для изоляции искусственных зубов при работе с инжекторным полимеризатором SR-Ивокап.

Универсальный сепарационный стоматологический лак Мульти-Сеп (Япония) используется для изоляции воска от гипса, пластмассы от гипса, различных порций гипса друг от друга.

Picosep (Renfert) – специальный изолирующий лак на силиконовой основе. Специально разработан для изоляции гипсового штампика от погружного воска.

Покрывной лак — предназначен для покрытия металлических каркасов комбинированных мостовидных протезов с облицовкой из пластмассы. Он наносится на полированную металлическую конструкцию до моделирования облицовок из воска.
Лак покрывной ЭДА-02 (ТУ 64-2-262 — 83) — полимерная композиция типа порошок — жидкость. Порошок представляет собой сополимер акриловых мономеров, содержащий инициатор, наполнитель и краситель. Жидкость — прозрачная или янтарного цвета, содержащая мономер, активную смолу, активатор и стабилизатор. При смешивании порошка и жидкости образуется лак, который равномерно наносится на металлические поверхности. Время отверждения лаковой пленки при соотношении порошка и жидкости 0,5: 1,4 — 1,5 и температуре 160° С составляет не более 3 мин. Покрытие обладает хорошей адгезией к металлу и устойчиво во влажной среде. Облицовочная пластмасса прочно соединяется с лаковым покрытием. Лаковая пленка белого и желтого оттенка исключает просвечивание металла через пластмассу.
Наличие в комплекте одной жидкости и пролонгированная жизнеспособность приготовленного лака делают материал удобным в работе.
Лак покрывной ЭДА-03 отличается от предыдущего тем, что порошок лака ЭДА-03 окрашен в 6 цветов, достаточно близких к цвету порошков-дентинов синмы-М и синмы-74 и обеспечивающих лучшие эстетические свойства несъемных зубных протезов.
Лак покрывной для зуботехнических работ (ТУ 64-2-217-78) изготавливается на основе кремнийорганического лака и содержит пигменты. Предназначен для покрытия металлических каркасов и арматуры металлопластмассовых зубных протезов перед облицовкой их пластмассой, чтобы устранить просвечивание металла через пластмассу. Наносить покрывной лак на металлическую конструкцию необходимо до моделирования зубов воском в протезе.
Conalor SpofaDental — универсальный опаковый краситель для маскирования металлических каркасов конструкций с пластмассовой облицовкой. Используется в качестве опака под базисную пластмассу, например, в седловидной части каркаса частичных съемных протезов, а также подкрашивание пластмасс и для изготовления коронок, имитация дефектов эмали.
Комплектация:
Стандартная упаковка: Порошок оттенков А, В, С (D) по шкале VITA, 3 x 6 г. Порошок дополнительных оттенков (белый, коричневый, розовый, серый) 4 x 3 г, жидкость 1 x 16 г.
Лекция № 2.
Тема:
«Обзор этапов изготовления металлокерамических протезов. Механические, физические, технологические свойства сплавов и керамических масс. Коэффициент термического расширения сплавов. Оксидная пленка. Особенности и методы моделирования каркаса. Требования к восковой композиции. Методика моделирования опорных коронок и промежуточной части в зависимости от анатомо-топографических особенностей и величины дефекта зубного ряда. Требования к соединительным элементам каркаса: «Гирлянда»: назначения и требования»
Последовательность изготовления металлокерамического протеза следующая:
1) препаровка зубов и получение двухслойного слепка, определение цвета керамического покрытия;
2) изготовление комбинированной разъемной модели;
3) подготовка моделей опорных зубов;
4) получение пластмассового остова (колпачков) коронок;
5) моделирование каркаса коронок;
6) моделирование промежуточной части протеза;
7) установка литниковой системы, приготовление огнеупорной формы и получение каркаса протеза методом литья;
8) припасовка и шлифовка каркаса;
9) обезжиривание поверхности каркаса и получение оксидной пленки;
10) нанесение первого—грунтового слоя керамического покрытия и его обжиг;
11) моделирование из дентинной массы формы коронок и зубов промежуточной части;
13) коррекция размера, формы керамического покрытия, окклюзионной поверхности коронок и фасеток;
15) припасовка протеза в полости рта;
16) коррекция цвета и глазуровка протеза при окончательном (четвертом) обжиге;
17) окончательная обработка металлического каркаса протеза;
18) фиксация протеза в полости рта.
Для изготовления цельнолитого каркаса металлокерамического протеза предложено большое число сплавов, содержащих и не содержащих благородные металлы.
К первым относятся золото-платиновый сплав высокого качества «Degudent» фирмы «Degussa» (Германия) и отечественный сплав «СуперТЗ», ко вторым — кобальт-хромовые и никель-хромовые сплавы: отечественный КХС, «Remanium», «Wiron» фирмы «Bego», «Ultratec» и «Lightcast» фирмы «Ivoclar» (Германия) и др. Кобальт-хромовые сплавы обладают высокой жесткостью и меньше, чем никель-хромовые подвержены деформации под влиянием окклюзионной нагрузки.
Это позволяет конструировать каркасы для металлокерамических протезов меньшей толщины (0,3-0,4 мм) и большей протяженности (отсутствие 2-4 зубов). Однако литейные качества этих сплавов ниже, чем у никель-хромовых. Кроме того, высокая жесткость кобальт-хромовых сплавов затрудняет обработку каркаса.
Оксидная плёнка — плёнка на поверхности металла или полупроводника, образующаяся при определенных условиях в воздухе или слегка окислительной среде и состоящая из окислов (оксидов) этого материала. Толщина оксидных плёнок может варьироваться от нескольких диаметров молекул до нескольких десятков миллиметров.
Типы оксидных пленок:
Окалина — поверхностная оксидная плёнка, состоящая из частично сцепленных слоев продуктов коррозии, возникающая при нагреве материала
Ржавчина — поверхностная оксидная плёнка, состоящая из частично сцепленных слоев продуктов коррозии, возникающая в окислительной среде
Побежалость — пёстрая, часто радужная окраска тонкого поверхностного слоя минерала или сталей, резко отличающаяся от окраски основного объёма материала.
Синяя плёнка — возникает на поверхности сталей в результате отжига при определенных условиях (синий отжиг).
Для сплава КХС и массы МК рекомендуется обработка каркаса в течение 5 мин при температуре 1000°С и атмосферном давлении, а затем медленное охлаждение до комнатной температуры. После термической обработки правильно обработанный металлический каркас из сплава КХС покрывается равномерным слоем темно-зеленой или почти черной окисной пленки. При образовании неравномерной окисной пленки каркас необходимо вновь подвергнуть пескоструйной обработке, промывке, обезжириванию и термическому обжигу. Всегда следует иметь в виду, что для каждого вида сплава и керамической массы существует свой режим термообработки.
Если после термической обработки образуется неравномерная оксидная пленка (в разводах, крапчатая), это свидетельствует о недостаточно тщательной абразивной обработке металла, которую требуется повторить. После струйной обработки, промывки и обезжиривания производят повторную термообработку. Правильно изготовленный и обработанный металлический каркас из сплава КХС после термической обработки покрывается равномерным слоем черной окисной пленки.
Важно подчеркнуть, что для каждой металлокерамической пары существуют особые индивидуальные режимы термообработки металла, а также методики нанесения и спекания покрытия.
Моделирование каркаса металлокерамического протеза из воска
Для исключения деформации восковой композиции и компенсации усадки сплава при литье каркаса на комбинированной модели проводят двукратное нанесение компенсационного лака и штамповку полимерных колпачков (адапты). Первый слой лака наносят на опорный зуб ниже уступа на 2—3 мм, второй — не доходя до уступа 0,5—1,0 мм. Второй слой компенсационного лака следует наносить только после полного высыхания предыдущего слоя. Компенсационный лак выпускают отечественная промышленность и зарубежные фирмы. Хорошо зарекомендовал себя Stumflac, выпускаемый фирмой «Ивоклар» (Германия). Назначение компенсационного лака определяется его названием, т. е. компенсирует усадку при отливке цельнолитого каркаса.
Беззольные полимерные колпачки состоят из пластин толщиной 0,1 и 0,6 мм. Их одновременно разогревают над пламенем и выдавливают в специальную массу штампиком. После затвердевания колпачки снимают и подрезают по периметру уступа: внутренний (0,1 мм)—на 2—3 мм, внешний (0,6 мм)— на 1 мм выше уступа. При моделировании каркаса воском восстанавливают анатомическую форму зубов с учетом толщины фарфоровой облицовки.
Средняя толщина смоделированных металлокерамических коронок с адаптой должна быть около 0,5 мм. Промежуточная часть мостовидного протеза должна отстоять от слизистой оболочки альвеолярного гребня на 1,5 мм. Для получения этого промежутка зубной техник обжимает на гипсовой модели соответствующий участок альвеолярного отростка разогретой пластинкой бюгельного воска, толщина которого 2 мм. Кроме того, при моделировании каркаса с оральной стороны (по показаниям) создают вступающую полосу — «гирлянду» шириной около 2 мм. После моделирования каркаса создают литниковую систему. На каждую смоделированную единицу будущего каркаса изготавливают литник толщиной 2—3 мм и длиной 3—4 мм. В свою очередь, каждый литник соединяют с питателем (депо) толщиной 5—6 мм, концы которого прикрепляют к литниковой дуге. Затем восковую композицию с литниковой системой снимают с модели, удаляют внутреннюю адапту (0,1 мм) и приступают к отливке металлического каркаса. В последнее время появились предложения моделировать каркас без применения полимерных колпачков. Это стало возможным в связи с разработкой восков, которые имеют определенную прочность и упругость.
Проверку цельнолитого металлического каркаса протеза в клинике следует начинать с визуальной оценки качества литья и обработки его зубным техником. Каркас не должен иметь пор, наплывов, дефектов, недоливов, должен легко накладываться на гипсовую модель и сниматься с нее.
После проверки металлический каркас примеряют на опорных зубах пациента. Каркас должен свободно, без напряжения накладываться на опорные зубы и со всех сторон (вестибулярной, оральной, медиальной, дистальной) доходить до заданного врачом уровня, т.е. до десны или середины десневого желобка.
При правильном препарировании зубов и полноценном двухслойном оттиске, а также соблюдении всех правил технологии литья металлический каркас обычно удовлетворяет этим требованиям.
Если опорная коронка (коронки) в каком-либо участке не доходит до нужного предела (уступа) или каркас балансирует, следует проверить, досажен ли каркас на опорных зубах, не мешает ли какой-либо недопрепарированный участок зуба (участок поднутрения) или непараллельность опор.
Это можно сделать визуально или с помощью копировальной бумаги. Кроме того, можно внести в коронку небольшую порцию корригирующей оттискной массы, например ксантопрена, и прижать каркас к опорным зубам. В участках, мешающих посадке коронок, оттискная масса будет продавлена. Таким способом выявляются недостатки препарирования опорных зубов или технические погрешности литья.
При достаточной толщине коронок допускается незначительная коррекция — сошлифовывание металла илитканей опорного зуба. При выявлении значительных врачебных или технических ошибок опорные зубы следует допрепарировать и получить новый полноценный двухслойный оттиск, а металлический каркас отлить заново.
Если металлический каркас свободно накладывается на опорные зубы, то для уточнения границ опорных коронок в пришеечной зоне небольшим давлением пальца каркас удерживают на опорных зубах и зондом проверяют глубину расположения края коронки.
Кроме того, следует осмотреть слизистую оболочку десны: ее побеление свидетельствует об удлиненных границах. Участки, где выявляются удлиненные границы, очерчивают карандашом и корригируют соответствующими абразивами.
После этого определяют межокклюзионное расстояние между каркасом и зубами-антагонистами: оно должно соответствовать толщине фарфоровой облицовки (1,2 мм). Кроме того, уточняют соотношение металлической промежуточной части (тела) протеза и слизистой оболочки альвеолярного отростка. Между ними должна быть щель 1-1,5 мм.
У пациентов с патологической стираемостью твердых тканей зубов, бруксизмом, пародонтитом, глубоким прикусом и другой патологией, сопровождающейся снижением высоты прикуса (межальвеолярного расстояния), после ортопедической (ортодонтической) подготовки зубочелюстной системы высоту прикуса обычно восстанавливают на протезах.
При этом даже после функциональноадаптационной подготовки зубочелюстной системы полностью не исключена опасность внедрения опорных зубов мостовидных протезов.
Поэтому у пациентов с такой патологией щель между телом мостовидного протеза и слизистой оболочкой альвеолярного отростка должна быть большей, чем при обычных условиях со стабильной окклюзией, не подверженной укорочению межальвеолярного расстояния после укрепления мостовидных протезов.
При припасовке цельнолитого металлического каркаса протеза в области зубов, которые не видны при разговоре и улыбке и которые не планируется облицовывать фарфором, должен быть плотный окклюзионный контакт с антагонистами.
Сами цельнолитые металлические коронки должны восстанавливать анатомическую форму опорного зуба. На данном клиническом этапе определяют также цвет фарфоровой облицовки протеза.
Целесообразно делать это совместно с зубным техником и с учетом пожеланий пациента. Цвет керамической облицовки следует определять только при естественном освещении путем сравнения цвета находящихся рядом естественных зубов или антагонистов со шкалой расцветок.
Компенсационный лак


Компенсационные лаки используются в стоматологии для протезирования, а именно, изготовления зубных протезов. Штумпф-лак создает промежуточный слой на гипсовой модели протеза, который уберегает металл от усадки по окончанию отливки. Также он формирует зазор между зубом и коронкой для ее фиксации в ротовой полости.
В каталоге СуперДантиста Вы найдете штумпф-лаки от лучших производителей по самым вкусным ценам!
Виды компенсационных лаков
Современные производители классифицируют компенсационные лаки:
Кроме того, для создания качественного протеза необходимо использовать дополнительные вещества, как отвердитель, изолятор и растворитель.
Цвета
Компенсационные лаки бывают разной плотности и цвета. Каждый оттенок определяет толщину создаваемого им зазора:




Купить компенсационный лак
Заказать нужный Вам штумпф-лак можно тремя способами:
После успешного заказа нужно оформить и подтвердить покупку:
Компетентные специалисты СуперДантиста быстро помогут с оформлением заказа, покупкой, оптом и оперативно доставят заказ в любую точку Украины.
Компенсационный лак для чего
Под именем лаков в электроизоляционной технике известны смеси различных веществ, жидкие в первоначальном состоянии, но способные затвердевать либо путем испарения жидкой части смеси либо вследствие различных химических процессов (преимущественно процессов окисления и полимеризации).
Виды изоляционных лаков
В зависимости от назначения лаков различают:
Покровные
Покровные, в основном предназначавшиеся для защиты электроизоляционных материалов, а также изделий из них от проникновения влаги. Эти лаки ближе всего подходят по составу и способам применения к обычным антикоррозийным лакам. Покровные лаки сообразно их целевому назначению должны давать плотный влагонепроницаемый покров, способный в некоторых случаях переносить длительный нагрев до 100—120° и обладающий хорошими диэлектрическими свойствами. В отдельных случаях к этим лакам предъявляется ряд дополнительных требований: наличие озоностойкости, маслостойкости и др.
Пропиточные лаки
Пропиточные лаки, предназначающиеся для пропитки обмоток электрических машин, при каковом процессе преследуются цели:
К пропиточным лакам обычно предъявляются требования: хороших диэлектрических свойств, хорошей пропитывающей способности, негигроскопичности, химической нейтральности и т. п.
Клеящие лаки
Клеящие лаки предназначаются для склеивания различных изоляционных материалов. Одним из основных желательных свойств клеящих лаков является хорошая прилипаемость к тому или иному материалу, например к слюде для лаков, идущих на изготовление миканитов, к бумаге для лаков, идущих на изготовление бумажно-смоляной изоляции (гэтинакс). Весьма серьезные требования во многих случаях предъявляются также к электрическим свойствам клеящих лаков, поскольку в данном случае лаковый слой может находиться в электрическом поле большой напряженности (например лак, идущий на изготовление лакослюдяной изоляции стержней высоковольтных генераторов). В большинстве случаев от лакового слоя требуется также способность размягчаться при нагреве для возможности горячей прессовки склеенной изоляции. Если учесть еще, что во многих случаях от клеящих лаков требуются влагостойкость и озоностойкость, то следует признать, что клеящие лаки являются едва ли не наиболее «трудными» лаками.
Специальные лаки
Специальные лаки, к числу которых относятся лаки для изготовления лако-тканей и лакобумаг. По существу эти лаки близки к покровным, отличаясь однако от них рядом существенных показателей. Так, от них требуются весьма высокие электрические свойства как при нормальной, так и при повышенной температуре. Далее, эти лаки должны быть весьма прочны и эластичны, покрывать ткани ровным слоем и противостоять действию повышенной температуры в течение длительного срока. Наконец лак не должен действовать разрушающим образом на ткань или бумагу, которые он покрывает. К специальным лакам могут быть отнесен лак для эмалировки проводов, затем полуподводящий лак для выравнивания электрического поля и др.
Отнесение лака к той или иной категории часто делается весьма условно в виду возможности применения лака одной и той же рецептуры для разных назначений. Технология изоляционных лаков не отличается существенно от технологии обычных покровных лаков.
Классифокация в зависимости от состава
В зависимости от состава они делятся на два основных типа:
Наиболее важными для изоляционной техники являются масляные лаки, обладающие хорошими электрическими свойствами, мало гигроскопичные, мало вязкие и дешевые. В состав масляных лаков входит около 50—60% пленкообразующих веществ (высыхающие масла, смолы, асфальты) и ок. 40—50% растворителя. Нормально масляный лак доставляется в концентрированном виде с уд. в. 0,88—93 и при употреблении разжижается (бензином, бензолом, уайт-спиртом и т. п). до нужной консистенции.
Масляные лаки по их составу делятся на лаки асфальтовые (черные) и смоляно-масляные (светлые); в зависимости от скорости высыхания — на лаки воздушной сушки и лаки печной сушки.
В американской лаковой технике в зависимости от пропорции масла и твердой части лака различают:
Скорость высыхания масляного лака
Скорость высыхания масляного лака зависит как от соотношения компонентов лаковой пленки, так и от количества введенных сикативов — каталитических ускорителей высыхания. Одним из самых важных практических применений масляных лаков в изоляционной технике является применение их для пропитки обмоток электромагнитных механизмов. Основная цель процесса пропитки — заполнение пор внутри изоляции.
Способы и технология пропитка
Каждый лак содержит наряду с затвердевающими компонентами летучий растворитель и разжижитель; очевидно с точки зрения более совершенного заполнения пор важно, чтобы в пропиточном лаке содержалось по возможности меньше летучих частей. Но минимальное количество летучих частей определяется требуемой рабочей вязкостью лака, иначе лак не будет обладать достаточной пропитывающей способностью.
В масляных лаках этих летучих частей могут быть немного (порядка 40%), в то время как например в эфироцеллюлозных лаках процент летучих частей доходит до 90. Значение растворителя для масляных лаков заключается не только в понижении вязкости лака, но и в создании необходимых условий для его высыхания внутри обмотки. Из соображений лучшего заполнения пор можно было бы вовсе отказаться от растворителя (разжижителя) и понижать вязкость лака при пропитке путем его нагревания. Опыт однако показывает, что высыхание такого лака внутри обмотки идет крайне затруднительно. Полезная роль летучих компонентов заключается по-видимому в том, что они в начальной стадии сушки, выходя из слоев лака, расположенных во внутренних частях обмоток, оставляют за собой канальцы, по которым может проникать внутрь обмоток необходимый для высыхания кислород воздуха.

При пропитке обмоток масляными лаками применяются два способа — способ горячего погружения (hot dipping) и вакуумный способ. При пропитке обмоток (например полюсных катушек или якорей) по способу горячего погружения процесс начинается с просушки обмоток, для чего обмотка помещается в хорошо вентилируемую печь на 6—12 ч. при t° = 105—110°, после чего охлаждается до 60— 70° и затем уже погружается в бак с лаком на 20—30 мин.
После пропитки обмотку вынимают из бака, дают стечь излишку лака и помещают в печь, где при t° = 110—115° и постоянном притоке свежего воздуха происходит сушка лака в течение 12—36 ч. Цифры длительности отдельных операций могут весьма сильно варьировать в зависимости от рода лака и размеров пропитываемых изделий. Для лучшего заполнения пор и создания хорошего внешнего покрова пропитку полезно произвести 2 раза. Этот способ пропитки и сушки не может гарантировать, с одной стороны, полного проникновения лака во внутренние части обмоток, а с другой, —полного высыхания лака во внутренних частях обмотки. Повидимому в замедлении высыхания лака важную роль играет образование с поверхности затвердевшей пленки, прекращающей доступ воздуха и кислорода внутрь. Присутствие летучего компонента не всегда может предупредить это нежелательное явление.
Вакуумный способ пропитки отличается тем, что предварительная сушка и пронитка ведутся под вакуумом в специальных котлах, окончательная сушка ведется так же, как и в предыдущем случае. Этот способ очевидно может обеспечить лучшее проникновение лака, но полное высушивание лака еще более затруднительно.
В специальной литературе описывается аппаратура, а также способ пропитки масляным лаком, устраняющий эти недостатки. Главной особенностью этого способа является то, что высушка пропитанных частей производится так, что вначале циркулирующий воздух содержит пониженное количество кислорода, вследствие чего предупреждается образование поверхностной пленки, препятствующей высыханию внутренних частей обмотки.
При невозможности применить пропитку, например вследствие больших размеров обмотки, лак наносится обливанием, кистью или пульверизацией. Конечно в этом случае не приходится говорить о сколько-нибудь полной пропитке. Во многих случаях этого и не требуется, так как получающийся при двукратном покрывании плотный слой лака, частично проникший вглубь обмотки, достаточен для целей, ставящихся пропиткой машин низкого напряжения, работающих в нормальной влажности.
Для машин с повышенными требованиями к их влагостойкости этот способ конечно непригоден, как впрочем мало пригодны и описанные выше методы вакуумной пропитки и горячего погружения. Влагонепроницаемость в таких машинах достигается особым выбором всей изоляции, применением тщательной лакировки, пропитки и компаундировки отдельных частей изоляции, а также и особой лакировкой или компаундировкой собранной обмотки.
Лаки с летучим растворителем
Важнейшие лаки с летучим растворителем, применяемые в изоляционной технике, следующие:
Шеллачные лаки принадлежат к числу самых старых лаков, применяемых в изоляционной технике, но за последнее время употребление их сильно сократилось. Шеллачные лаки выделяются исключительной клейкостью, в связи с чем главное применение их в изоляции — клеящие лаки.
Шеллак хорошо растворяется в спиртах, раствор получается мутный из-за содержания шеллачного воска, нерастворимого в спирте. Серьезного влияния на свойства шеллачного лака этот воск не имеет. Концентрация шеллачного лака, идущего для целей клейки, весьма различна — от 5% для изготовления некоторых микафолиевых лаков до 50% для клейки бумаги. Шеллачная пленка обладает сравнительно высокими электрическими свойствами, но заметно гигроскопична. При длительном нагреве шеллак повышает свою температуру плавления и в значительной степени теряет растворимость. При применении шеллака в качестве покровного лака его иногда пластифицируют прибавкой трикрезилфосфата.
Бакелитовый лак представляет собой раствор бакелита А в спирте или ацетоне. Иногда при изготовлении лака бакелит сначала растворяют в небольшом количестве ацетона и затем уже разбавляют спиртом. Бакелитовый лак применяется как клеящий лак при производстве гэтинакса и прочей смолянобумажной изоляции, а также и для целей пропитки обмоток. При пропитке и покрывании обмоток толстым слоем бакелита можно получить весьма влагостойкую изоляцию, но следует иметь в виду, что ремонт такой обмотки весьма затруднен в связи с тем, что бакелит А переходит после полимеризации в бакелит С, который нерастворим и не размягчается при нагревании.
Процесс пропитки обмоток выполняется примерно следующим образом:
Для получения лучших результатов операцию пропитки полезно произвести два раза. Начали применять бакелитотунговые лаки, очень эластичные, могущие работать при повышенных температурах.
Глифталевые лаки
Глифталевые лаки получили также известное распространение в изоляционной технике. Они хорошо клеят, маслостойки, обладают довольно высокими электрическими свойствами. Сорта глифталевых лаков весьма разнообразны; среди них есть лаки, приближающиеся по своим свойствам к светлым масляным лакам; наряду с этим есть лаки, близкие к эфироцеллюлозным лакам.

Все глифталевые лаки являются полимеризующимися и для своей окончательной стабилизации требуют более или менее длительного нагрева. Эфироцеллюлозные лаки, получившие в настоящее время столь широкое применение в автопромышленности как покровные, в электроизоляционной промышленности еще не получили значительного распространения.
В качестве основы для этих лаков применяется нитроцеллюлоза, ацетилцеллюлоза или бензинцеллюлоза. Эфироцеллюлозные лаки в изоляционной промышленности применяются главным образом как покровные лаки для лакировки катушек, оплеток проводов и т. п.
Нитроцеллюлозные лаки обладают очень хорошей эластичностью, мало гигроскопичны, но зато очень горючи. Ацетилцеллюлозные лаки безопасны в пожарном отношении, но более дороги и менее прочны. Бензинцеллюлозные лаки пока применяются редко, но повидимому в ряде случаев могут дать хорошие результаты. Они очень мало гигроскопичны и обладают весьма высокими электрическими свойствами.
Стирольные лаки представляют раствор полимеризованного стирола в бензоле или ксилоле. Лак дает негигроскопичную пленку высоких электрических свойств, но имеющую невысокую теплостойкость (80—100°) и недостаточную стабильность вследствие склонности стирола к дальнейшей полимеризации и улетучиванию следов моностирола. Пластификация стирола может уменьшить эти недостатки, но обычно при пластификации стирола увеличивается его гигроскопичность и ухудшаются электрические свойства.