Магнитопорошковый метод контроля




![]()
![]()
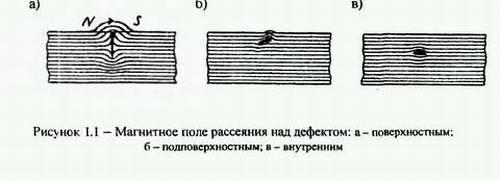
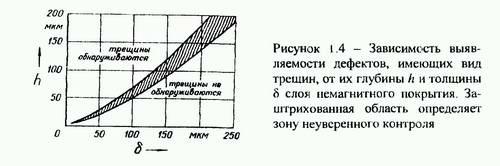
Принципиальная возможность обнаружения дефектов магнитными методами связана с тем, что в области дефекта у намагниченной детали возникает ярко выраженное неоднородное магнитное поле – поле рассеяния дефекта. Далее это поле обнаруживается либо при помощи магнитного порошка или магнитной суспензии.
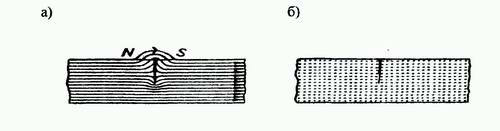
Возникновение магнитного поля рассеяния дефекта можно объяснить, если представить контролируемый объект в виде ферромагнитного стержня, помещенного в однородное внешнее магнитное поле напряженностью Нвн, совпадающее по направлению с осью стержня. В этом случае стержень равномерно намагнитится, и магнитная индукция в нем по направлению будет совпадать с приложенным внешним магнитным полем, на концах его образуются магнитные полюса, как это показано на рисунке, а. Картина изменится, если на стержне будет находиться поверхностная трещина направленная перпендикулярно магнитному полю. В самом начале мы отмечали, что если магнит разделить пополам, то у каждой половинки снова возникают полюса. Аналогично в случае наличия в образце (магните) трещины, ее границы будут поляризоваться, то есть ее стенки станут полюсами магнитов рис., б. Это приведет к возникновению локального магнитного поля – поля рассеяния дефекта дополнительного к внешнему магнитному полю. Таким образом, можно сказать, что магнитное поле рассеяния дефекта – это локальное магнитное поле, возникающее на поверхности детали в зоне дефекта вследствие магнитной поляризации его границ. Силовые линии этого поля будут начинаться на одной границе трещины (северном полюсе), выходить на поверхность и через воздух замыкаться на другой границе трещины (южном полюсе). Это поле будет сильно неоднородным, а наибольшего значения будет достигать у границ трещины.
 |
 |
Схема возникновения магнитного поля рассеяния дефекта, и силы, действующие на частицы магнитного порошка
Таким образом, для возникновения поля рассеяния дефекта и его последующего обнаружения изделие из ферромагнитного материала должно быть соответствующим образом намагничено.
Результирующая сила FР, действующая на частицу магнитного порошка в области трещины складывается из: FМ – силы со стороны магнитного поля (внешнее поле плюс поле рассеяния дефекта), которая направлена в область наибольшего изменения магнитного поля, т.е. к месту расположения трещины; FТ – силы тяжести (со стороны Земли), направленной вниз; FА – выталкивающей силы со стороны жидкости (для суспензий), направленной вверх; FТР – силы трения, препятствующей движению частицы, и направленной в сторону противоположную направлению движения частицы.
Магнитопорошковый метод контроля(Магнитопорошковая дефектоскопия)
Магнитопорошковый метод контроля(Магнитопорошковая дефектоскопия) Магнитопорошковый метод контроля
Магнитопорошковая дефектоскопия основана на выявлении локальных магнитных полей рассеяния, возникающих над дефектом, с помощью ферромагнитных частиц, играющих роль индикатора.
Магнитное поле рассеяния возникает над дефектом вследствие того, что в намагниченной детали магнитные силовые линии, встречая на своем пути дефект, огибают его как препятствие с малой магнитной проницаемостью, в результате чего магнитное поле искажается, отдельные магнитные силовые линии вытесняются дефектом на поверхность, выходят из детали и входят в нее обратно. При этом по обе стороны от трещин, то есть по краям дефекта, возникают местные магнитные полюсы N и S, создающие локальное магнитное поле рассеяния (рисунок 1.1).
Для обнаружения магнитного поля рассеяния на контролируемые участки детали наносят магнитный порошок. Нанесение магнитного порошка на контролируемую поверхность детали осуществляют двумя способами, реализующими «сухой» или «мокрый» метод. В первом случае для обнаружения дефектов используют сухой ферромагнитный порошок. При использовании «мокрого» метода контроль осуществляется с помощью магнитной суспензии, т.е. взвеси ферромагнитных частиц в жидких средах: трансформаторном масле, смеси трансформаторного масла с керосином, смеси обыкновенной воды с антикоррозионными веществами.
Магнитное поле рассеяния выявляется благодаря тому, что на ферромагнитные частицы порошка действуют пондеромоторные силы этого поля, которые стремятся затянуть эти частицы в места наибольшей концентрации магнитных силовых линий. В результате ферромагнитные частицы собираются над дефектом, образуя рисунок в виде полосок или цепочек. Ширина полосок из скопившихся частичек обычно значительно больше ширины дефекта, поэтому этим методом контроля могут быть выявлены даже мельчайшие трещины, надрывы, волосовины и другие мелкие дефекты.
Магнитопорошковому контролю могут быть подвергнуты детали, выполненные из ферромагнитных материалов с относительной магнитной проницаемостью и не менее 40.
Чувствительность магнитопорошкового метода зависит:
— от магнитных характеристик материала детали;
— напряженности намагничивающего поля;
— размера, формы и шероховатости поверхности детали;
— размера, формы, местоположения и ориентации дефекта;
— взаимного направления намагничивающего поля и дефекта;
— свойств дефектоскопического материала;
— способа нанесения дефектоскопического материала на поверхность детали;
— способа и условий регистрации индикаторного рисунка выявляемого дефекта.
Этим методом обнаруживаются дефекты:
— поверхностные с шириной раскрытия у поверхности 0,002 мм и более, глубиной 0,01 мм и более;
— подповерхностные, лежащие на глубине до 2 мм;
— внутренние (больших размеров), лежащие на глубине более 2 мм;
— под различного рода покрытиями, но при условии, что толщина немагнитного покрытия не более 0,25 мм.
ГОСТ 21105-87 устанавливает три условных уровня чувствительности в зависимости от размеров выявляемых поверхностных дефектов (таблица 1.1).
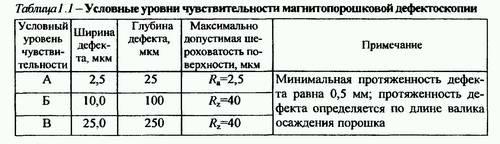
Уровни чувствительности названы условными потому, что они определены для условных поверхностных дефектов, имеющих вид трещин с параллельными стенками, перпендикулярными поверхности детали.
Чувствительность магнитопорошкового метода контроля в значительной мере зависит от шероховатости поверхности контролируемой детали. Максимальная чувствительность метода может быть получена при контроле детали с шероховатостью, соответствующей параметру Rа = 1,25. 2,5 мкм. С увеличением шероховатости чувствительность метода снижается.
В случае контроля деталей, имеющих большую шероховатость или склонных к образованию дефектов, глубоко залегающих под поверхностью, применяют крупный порошок, который наносят на поверхность «сухим» способом.
Чувствительность магнитопорошкового метода зависит также от подвижности частиц порошка. Для обеспечения высокой подвижности частиц необходимо применять порошки с частицами неправильной формы. Они должны обладать малой коэрцитивной силой и низкой остаточной намагниченностью для исключения их «прилипания» к контролируемой поверхности. Подвижность частиц магнитного порошка повышают путем их покры¬тия пигментом с низким коэффициентом зрения.
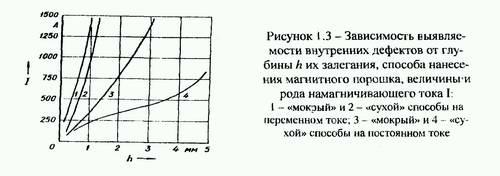
На чувствительность метода оказывает влияние и род намагничивающего тока при обнаружении подповерхностных дефектов. Предпочтение в этом случае отдается постоянному току, так как он создает магнитное поле, глубоко проникающее внутрь детали (рисунок 1.3).
Следует также иметь в виду, что при обнаружении подповерхностных дефектов более высокая чувствительность может быть достигнута путем применения «сухого» способа, по сравнению с «мокрым». Причем для повышения чувствительности «сухого» способа ферромагнитный порошок предварительно распыляют в специальном устройстве, а затем подают по шлангу непосредственно на контролируемую деталь или в закрытую камеру, в которой установлена деталь. Способ нанесения ферромагнитного порошка на поверхность детали может быть реализован и с помощью специального бункера, в котором магнитный порошок находится во взвешенном состоянии. При этом намагниченную деталь погружают в рыхлый порошок, а затем медленно извлекают из него для расшифровки образовавшегося индикаторного рисунка.
Более высокая чувствительность магнитопорошкового метода контроля с применением сухого порошка по сравнению с применением магнитной суспензии объясняется:
— высокой подвижностью ферромагнитных частиц, взвешенных в воздухе, из-за незначительных сил трения, действующих на частицы в этой среде (для перемещения частиц в воздухе требуется гораздо меньшая сила, чем для их перемещения в вязкой среде магнитной суспензии);
— отсутствием гидродинамического воздействия струи суспензии при ее нанесении на деталь или поверхностного натяжения жидкости при извлечении детали из бака с суспензией;
— формированием из ферромагнитных частиц тонких цепочек, которые более чувствительны к магнитным полям рассеяния, чем отдельные частицы.
Перед проведением контроля деталей магнитопорошковым методом необходимо выбрать в каждом конкретном случае:
— способ контроля (в приложенном поле или на остаточном намагничивании);
— вид и способ намагничивания (продольное, циркулярное или комбинированное);
— род намагничивающего тока;
— величину напряженности намагничивающего поля;
— тип порошка и способ его нанесения на контролируемую поверхность детали.
Большая Энциклопедия Нефти и Газа
Магнитное поле рассеяния дефекта На тем больше, чем больше дефект и чем ближе он к поверхности, над которой проводится измерение. [2]
Магнитное поле рассеяния дефекта Нл тем больше, чем больше дефект и чем ближе он к поверхности, над которой проводится измерение. [3]
По аналогии с электростатикой им приписывают определенный магнитный заряд ( фиктивный), поверхностная плотность которого численно равна изменению намагниченности. Если в сечении детали имеет место нарушение сплошности или другая неоднородность, приводящие к изменению намагниченности, то в этом месте также образуются полюсы, поле которых образует магнитное поле рассеяния дефекта ; в зарубежной литературе магнитный метод часто называют методом потоков рассеяния. [6]
При намагничивании короткой детали изделия на ее торцах создаются магнитные полюсы. По аналогии с электростатикой им приписывают определенный магнитный заряд ( фиктивный), поверхностная плотность которого численно равна изменению намагниченности. Если в сечении детали имеет место нарушение сплошности или другая неоднородность, приводящая к изменению намагниченности, то в этом месте также образуются полюсы, поле которых образует магнитное поле рассеяния дефекта ; в зарубежной литературе магнитный метод часто называют методом потоков рассеяния. [7]
Магнитные заряды образуются не только на гранях дефекта, но и в прилегающих к ним областях. В углах дефектов плотность магнитных зарядов повышена. В расчетах абсолютных значений напряженности магнитных полей дефектов следует использовать среднее значение о0, полученное предварительно путем эксперимента на увеличенных моделях дефектов из испытуемого материала. Напряженность магнитного поля, рассеяния дефектов определяется не только его размерами, формой и расположением, но и магнитными характеристиками материала, а именно магнитной индукцией, дифференциальной и нормальной магнитными про-ницаемостями в намагниченном состоянии, соответствующем режиму контроля. Чем выше магнитная индукция материала и меньше нормальная и дифференциальная магнитные проницаемости, тем больше напряженность магнитного поля рассеяния дефекта при прочих равных условиях. [11]
Физическая сущность магнитной дефектоскопии
Магнитное поле рассеяния над дефектом. Возьмем бездефектный образец ферромагнетика с однородными магнитными свойствами и магнитной проницаемостью µ1 и поместим его в продольное равномерно распределенное магнитное поле Н0 (рис. 2.68).
Ферромагнетик намагнитится и в соответствии со своей кривой намагничивания приобретет магнитную индукцию В0, линии которой распределяются равномерно внутри образца и не выходят за его поверхность. Это объясняется тем, что внешняя среда (воздух) имеет магнитную проницаемость µ0, значительно меньшую магнитной проницаемости µ1 ферромагнетика, и, следовательно, значительно большее магнитное сопротивление Rm (рис. 2.69).
Если в такое же магнитное поле поместить такой же образец ферромагнетика, но с поверхностной трещиной (например, модели прямоугольного профиля в поперечном сечении), ориентированной перпендикулярно направлению поля В0, то произойдет перераспределение магнитного потока Ф как в пределах трещины, так и в окружающей ее зоне (рис. 2.70).
В части сечения образца, прерванного трещиной, из-за более высокого магнитного сопротивления в ее воздушной полости плотность линий существенно снизится. Это приведет к тому, что часть линий индукции, расположенных ниже основания трещины, уплотнится, если, конечно, образец не намагничен до насыщения и может еще «поглотить» определенное количество магнитных линий. Значительно меньшая часть линий пойдет через воздушный зазор – полость трещины. Оставшаяся часть магнитных линий неизбежно преодолеет трещину снаружи по воздуху, магнитное поле как бы «вываливается» за поверхность образца. Здесь каждый выход и вход линий поля формирует магнитные полюсы. Это соответствует представлениям магнитостатики, когда каждый конец линии магнитной индукции, где она встречает воздушную среду с проницаемостью µ0 (0,6–0,8) Тл, Нс > (800–1000) А/м. СОН используется для обнаружения трещин в роликах и кольцах буксовых подшипников магнитопорошковым методом, в боковых рамах и надрессорных балках – феррозондовым. Из-за меньших значений индукции чувствительность этого способа меньше, но здесь исключено мешающее влияние намагничивающего поля, что частично компенсирует потерю чувствительности. Контроль СОН дает следующие преимущества: возможность установки детали в любое положение для выбора лучшего освещения и удобного осмотра; нанесение суспензии как путем полива, так и окунанием в ванне с суспензией одновременно ряда деталей не только непосредственно за операцией намагничивания, но и спустя несколько часов; меньшую вероятность появления ложных отложений порошка в местах грубой обработки поверхности, наклепа, по рискам и т. п.; простоту расшифровки результатов контроля; возможность контроля в условиях, когда отсутствуют источники питания электромагнитов; улучшение безопасности труда. Все это свидетельствует о более высокой технологичности СОН.
Способ контроля выбирают в зависимости от магнитных свойств материала проверяемого объекта. Для этого выполняют следующие операции: определяют марку материала проверяемого объекта, используя техническую документацию на его изготовление; вычисляют значение коэрцитивной силы Нс и остаточной индукции Вr материала объекта, используя соответствующие справочники по магнитным свойствам сталей; исходя из положения точки с координатами Нс и Вr (рис. 2.75) делают заключение о возможности применения того или иного способа контроля, руководствуясь следующим: если на графике точка (Нс, Вr) расположена выше кривой, то возможен контроль объекта как СОН, так и СПП, если точка (Нс, Вr) расположена ниже кривой, то рекомендуется контроль СПП.
2.6.2. Намагничивание деталей
Обеспечение взаимодействия магнитного поля с объектом контроля и, следовательно, регистрации магнитных полей рассеяния возможно при намагничивании ОК. Для того чтобы получить наибольший магнитный поток рассеяния над дефектом и, следовательно, увеличить выявляемость дефекта, необходимо намагнитить деталь так, чтобы линии магнитной индукции пересекали наибольшую площадь дефекта, т. е. направление намагничивания должно быть перпендикулярно плоскости дефекта. Дефекты выявляются значительно хуже или могут не выявляться, если магнитное поле направлено к плоскости дефекта под углом менее 30°. Если ориентация дефектов неизвестна, то детали простой формы намагничивают в двух направлениях, сложной – в нескольких.
Магнитное поле рассеяния дефекта формируется только тангенциальной составляющей Нt вектора напряженности намагничивающего поля. Выявляемость дефектов ухудшается, если нормальная составляющая Нn вектора напряженности намагничивающего поля превышает тангенциальную более чем в три раза. Для надежного выявления дефектов на контролируемой поверхности детали при намагничивании должно выполняться условие: Нn / Нt £ 3.
Виды, способы и схемы намагничивания. Используют следующие виды намагничивания: полюсный (продольный, поперечный, нормальный), циркулярный (бесполюсный), комбинированный и во вращающемся магнитном поле. Вид, способ и схему намагничивания выбирают в зависимости от геометрической формы и размеров ОК, материала и толщины немагнитного защитного (естественного) покрытия, а также от типа, местоположения и направления подлежащих выявлению дефектов.
При полюсном продольном намагничивании магнитные силовые линии направлены вдоль продольной оси или наибольшего размера детали, пересекая поверхность и образуя на ее концевых участках магнитные полюсы. Этот способ намагничивания служит для выявления дефектов, направление которых перпендикулярно линиям намагничивающего поля или составляет с ними угол не менее 30°. Дефекты, ориентированные строго параллельно линиям поля, не выявляются. Как видно из рис. 2.76, полюсное намагничивание осуществляется путем размещения детали между полюсами постоянного магнита (рис. 2.76, а–г), электромагнита (рис. 2.76, д), помещения детали в соленоид (рис. 2.76, е) и обвивки детали или ее части гибким кабелем (рис. 2.76, ж, и).
Использование постоянного магнита (рис. 2.76, а–г) удобно, особенно в полевых условиях или когда отсутствует специальное дополнительное оборудование магнитного контроля.
на рис. 2.76 обозначено: 1 – объект контроля (деталь); 2 – магнитопровод; 3 – обмотка; 4 – кабель; 5 – зона контроля; 6, 7 – перемещаемый магнит; 8 – дефект.
В то же время изменение напряженности намагничивающего поля почти невозможно. Линии поля в местах входа в деталь и выхода из нее образуют зоны магнитных полюсов S и N. Эти зоны – области с ярко выраженной неоднородностью магнитного поля – вносят неоднозначность дефектоскопирования, так как их образование не связано с дефектами. Участки между полюсами намагничиваются преимущественно равномерно.
Участок детали, в пределах которого значение тангенциальной составляющей Нt достаточно для выявления дефектов с требуемой чувствительностью, называют зоной достаточной намагниченности (ДН). Достоинством электромагнита (рис. 2.76, д) является возможность управления режимом контроля. Постоянные магниты и электромагниты применяют при контроле плоских или слабо искривленных участков поверхности детали.
намагничивание электромагнитами используют преимущественно для намагничивания участков крупных деталей и всей детали, которую располагают между полюсами электромагнита как замыкающее звено магнитопровода. Примером такой схемы является намагничивание надрессорной балки и боковых рам тележек вагонов с помощью намагничивающих систем МСН-10, МСН-31 (МСН-33) или МСН-32 (МСН-34). Направление выявляемых дефектов – поперечное.
Продольное намагничивание соленоидом применяют в основном для осесимметричных деталей или по участкам деталей типа валов, например, на участках средней и подступичных частей, а также шеек оси колесной пары. При этом сказывается влияние размагничивающего фактора, поэтому и истинная напряженность магнитного поля внутри ОК оказывается меньше расчетной. Зона ДН включает в себя зону, занятую витками соленоида с прилегающими участками по обеим сторонам (примерно по 150 мм). Длина зоны зависит от формы и размеров детали, положения соленоида относительно детали и величины зазора между корпусом соленоида и контролируемой поверхностью. Максимальная длина зоны ДН обеспечивается при зазоре между корпусом соленоида и контролируемой поверхностью h,равном 40–60 мм (рис. 2.77). Отношение Нn/Нt возрастает при перемещении соленоида от середины к концам детали и достигает наибольшего значения на участках, прилегающих к торцам детали (рис. 2.78). На этих же участках длина зоны ДН (L1, L2) уменьшается из-за возрастания Нn.
Гибкий кабель для выявления поперечных дефектов наматывают (рис. 2.76, ж) в виде соленоида непосредственно на деталь или жесткий каркас из немагнитного материала.
Между кабелем и деталью должен быть зазор от 10 до 20 мм. Интересен вариант схемы полюсного поперечного (рис. 2.76, и) намагничивания зубьев шестерен путем пропускания импульсного тока по кабелю, проложенному в межзубных впадинах. В индукторах дефектоскопов типа УМДЗ, используемых в локомотивном хозяйстве для контроля венцов зубчатых колес и шестерен, данный кабель жестко закреплен в корпусе индуктора.
Определение тока в соленоиде осуществляется по упрощенным в сравнении с выражениями (2.36) и (2.37) формулам:
 и
и  , (2.51)
, (2.51)
где  – тангенциальная составляющая напряженности поля в ОК, А/см;
– тангенциальная составляющая напряженности поля в ОК, А/см;
 – постоянная соленоида w/l;
– постоянная соленоида w/l;
l и D – длина и диаметр соленоида, см.
Намагничивание способом магнитного контакта (рис. 2.76, з) применяют при контроле СОН. При этом полюс постоянного магнита или электромагнита перемещают по контролируемой поверхности. Зона контроля равна ширине полюсного наконечника.
При циркулярном намагничивании магнитные силовые линии замыкаются преимущественно в детали. Э

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.



Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰).
7 Вопрос Магнитное поле рассеяния дефектов
Магнитное поле дефектной детали имеет свои особенности. Возьмем намагниченное стальное кольцо (деталь) с узкой щелью. Эту щель можно рассматривать как дефект детали. Если накрыть кольцо листом бумаги с насыпанным магнитным порошком, можно увидеть картину, сходную с приведенной на рисунке 1.2. Лист бумаги расположен вне кольца, а между тем частицы порошка выстраиваются вдоль определенных линий. Таким образом, силовые линии магнитного поля частично проходят вне детали, обтекая дефект. Эта часть магнитного поля называется полем рассеяния дефекта.
На рисунке 1.8 показана длинная трещина в детали, расположенная перпендикулярно силовым линиям магнитного поля, и картина силовых линий вблизи дефекта.
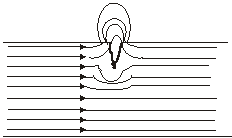
Рисунок 1.8 — Обтекание силовыми линиями поверхностной трещины
Видно, что силовые линии магнитного поля обтекают трещину внутри детали и вне ее.
Формирование магнитного поля рассеяния подповерхностным дефектом можно пояснить с помощью рисунка 1.9, где изображен участок намагниченной детали. Силовые линии магнитной индукции относятся к одному из трех участков поперечного сечения: над дефектом, в зоне дефекта и под дефектом. Произведение магнитной индукции на площадь поперечного сечения определяет магнитный поток. Составляющие полного магнитного потока на этих участках обозначены как Φ1. Φ3.
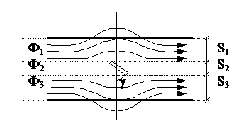
Рисунок 1.9 — Поле рассеяния подповерхностного дефекта
Часть магнитного потока Ф2, будет перетекать выше и ниже сечения S2. Поэтому магнитные потоки в сечениях S1 и S3 будут больше, чем у бездефектной детали. То же самое можно сказать и о магнитной индукции. Другой важной особенностью силовых линий магнитной индукции является их искривление над и под дефектом. В результате часть силовых линий выходит из детали, создавая магнитное поле рассеяния дефекта.
Количественно магнитное поле рассеяния можно оценить по магнитному потоку, выходящему из детали, который называют потоком рассеяния. Магнитный поток рассеяния тем больше, чем больше магнитный поток Φ2в сечении S2. Площадь поперечного сечения S2 пропорциональна косинусу угла g, показанному на рисунке 1.9. При g = 90° эта площадь равна нулю, при g=0° она имеет наибольшее значение.
Таким образом, для выявления дефектов необходимо, чтобы силовые линии магнитной индукции в зоне контроля детали были бы перпендикулярны плоскости предполагаемого дефекта.
Распределение магнитного потока по сечению дефектной детали аналогично распределению потока воды в русле с преградой. Высота волны в зоне полностью погруженной преграды будет тем больше, чем ближе гребень преграды к поверхности воды. Аналогично этому подповерхностный дефект детали тем легче обнаружить, чем меньше глубина его залегания.
8 Вопрос Классификация первичных преобразователей магнитных полей
Для измерения магнитного поля применяется большое количество многообразных датчиков. Датчик – это средство для измерений или отбора необходимой информации, является первичным преобразователем.
Магнитные датчики могут работать на основе различных магнитных явлений, т.е. по физическим признакам, или по применяемости и назначению датчиков. Рассмотрим самую явную классификацию по физическим эффектам, на которых работают магнитные датчики:
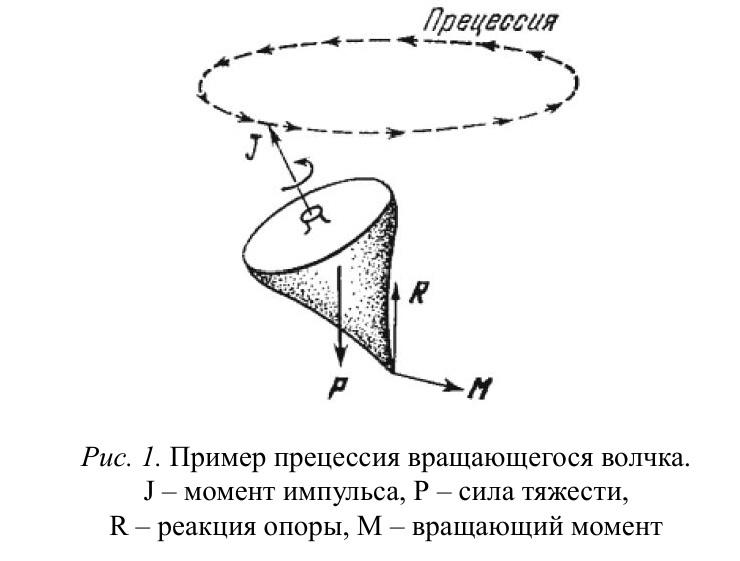
Квантовые преобразователи для определения индукции магнитного поля, используют внутриатомные явления, происходящие в материале. Частица, обладающая зарядом на который может воздействовать индукция магнитного поля. А так как любая сколь угодно малая частица обладает массой, то присутствует механический момент. Внешние магнитное поле воздействует на магнитный момент частицы. Механический момент частицы имеет свойство гироскопа. Свойство гироскопа заключается в том, что материальная частица стремится сохранить в пространстве неизменное положение оси в пространстве, а магнитное поле стремится изменить направление оси, и приводит частицу к прецессии.
Особенностью данного типа датчиков является высокая точность. К преимуществам можно отнести быстродействие, отсутствие дрейфа нуля и абсолютный характер измерений. В связи с точным измерением прецессии частиц относительно внешнего магнитного поля, не определяется знак магнитной индукции, только модуль.
Индукционный преобразователь или датчик является простейшим устройством для регистрации магнитного потока. Этот вид преобразователей основан на физическом эффекте закона Фарадея. Индукционный датчик представляет собой замкнутый контур, при перемещении которого происходит изменение магнитного потока, что отражается на показателях регистрирующего устройства. Или приизменение потока магнитной индукции. Такой вид преобразователя в отличии от других видов является бесконтактным, что делает его незаменимым в различных ситуациях измерения магнитного потока. Индукционный преобразователь имеет ряд преимуществ это полное отсутствие влияния света, шума, жидкости и диэлектрической пыли.
Гальваномагнитные преобразователи основаны на физических эффектах, возникающих на воздействии магнитного поля, движущихся заряженных частиц.
Главным образом применяются датчики, основанные на эффекте Холла, основанной на поперечной разности потенциалов, пропорциональной магнитной индукции и протекающему току и эффекте Гаусса или магниторезистивном эффекте, созданному благодаря изменению внутреннего сопротивления полупроводника при изменении магнитного поля.
Рассмотрим более подробно датчик основный на эффекте Холла. Преобразователь Холла представляет собой четырехполюсник, выполняемый в виде тонкой пластинки. Электроды располагаются по ширине пластинки, для равномерного распределения тока. Потенциальные электроды расположены в центральной части пластинки.
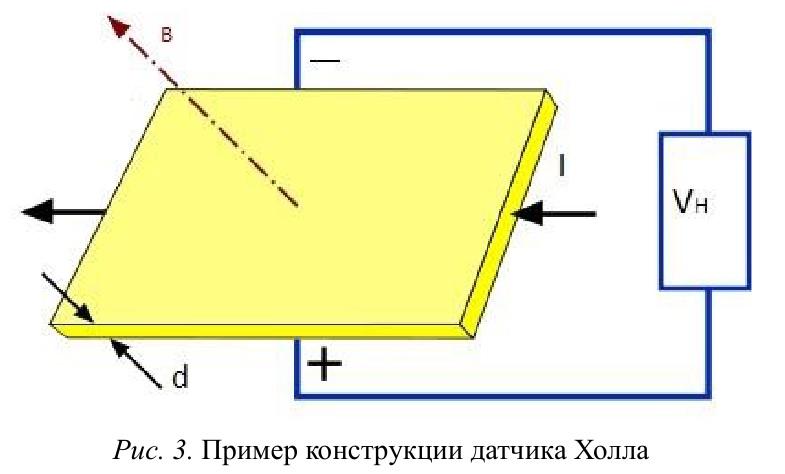
Вследствие силы Лоренца электрические заряды накапливаются на одной части пластинки, и их количество уменьшается на другой части, это и есть разность потенциалов или ЭДС Холла. Показатели датчиков Холла зависят от толщины и ширины пластинники, материала пластинки.
Датчики Холла могут измерять постоянное и переменное магнитные поля и определять характеристики ферромагнитных материалов.
Магнитомеханические преобразователи – это магнитные приборы, принцип действия которых основан на взаимодействии постоянного магнита с магнитным полем. Магнитомеханические преобразователи можно условноразделить на две группы: магнит уравновешивается механическим моментом и не уравновешивается механическим моментом. К первому типу представленных преобразователей относят астатические преобразователи. Эти приборы содержат несколько постоянных магнитов, которые находятся так, чтобы в сумме их магнитный момент был равен нулю. В связи с их конструкцией магнитомеханический преобразователь не реагируют на однородное магнитное поле, а измеряет только переменное магнитное поле. В связи с этим датчики могут измерять слабо изменяющиеся магнитное поле Земли. Ко второй группе преобразователей относят датчики, которые показывает значение или градиента магнитной индукции, при помощи поворота магнита, например стрелка магнитного компаса. Главное достоинство таких преобразователей является измерение абсолютного модуля магнитной индукции B0. Феррозонды являются типичными магнитомеханическими преобразователями.
Таким образом, можно привести определенным образом классификацию приемных датчиков и сделать необходимый выбор. Квантовые датчики являются самыми точными из представленных, но основным минусом является большие размеры самого датчика. Индуктивные датчики имеют небольшие размеры, но они имеют невысокую точность. Гальванические датчики могут измерять только магнитные свойства, измеряемого вещества. Магнитомеханические датчики – феррозонды являются универсальными датчиками, они имеют относительно высокую точность и различные размеры датчиков, способные измерять магнитную индукцию в трех направлениях.