Технология изготовления радиусных (гнутых) мебельных фасадов на станках RedWood
Мы предлагаем своим клиентам недорогой и надежный комплект оборудования для производства гнутых фасадов. Он состоит из двух установок:
Технология производства радиусных фасадов
Первым этапом работы является изготовление необходимой матрицы на фрезерном станке с ЧПУ RW-1212U.

Заготовки из МДФ, заранее нарезанные по размеру на форматно-раскроечном станке, промазываются клеевым составом на водной основе. Это может быть бустилат, латекс, ПВА.
Проклеенный пакет укладывается в вакуумный пресс ВП-2500 на готовую матрицу, под каучуковую мембрану. Вакуум создает усилие, достаточное для придания заготовке нужного радиуса. Под воздействием определенной температуры клей быстро и качественно кристаллизуется.

Обработка заготовки на станке RW-1212U
Вначале станок калибруется в автоматическом режиме. Продолжительность процесса зависит от начального положения режущей головки устройства. Точность параметров обеспечивается позиционированием по четырем осям с помощью бесконтактных индукционных датчиков. Погрешность нулевой точки после отключения машины составляет 0,1 мм.

Выгнутая заготовка устанавливается на вакуумные присоски. Далее станок работает в автоматическом режиме, исключая воздействие человеческого фактора. Здесь уместно будет упомянуть о бесспорных преимуществах станка:
Длительность фрезеровки обусловлена типом выбранных инструментов для обработки. Имеет значение и скорость, предусмотренная для резки того или иного материала. В среднем фрезеровка одного гнутого фасада длится 1-2 минуты.

Завершив цикл обработки, станок перемещает шпиндель в парковочное пространство или в зону смены инструмента.
Облицовка фасада в вакуумном прессе RedWood ВП-2500
Обработанная деталь снова переносится в термовакуумный пресс, использованный ранее для создания радиусного фасада. Заготовка устанавливается на матрицу. На поверхность детали, промазанной клеем, укладывается ПВХ пленка заданного цвета. Излишки пленки обрезают, закрыв крышку пресса.

Температура при нагреве контролируется специальным датчиком, причем как внутри камеры, так и на поверхности материала.
После нагревания включается подача вакуума, удаляющего весь воздух из-под пленки. Под воздействием этих двух факторов происходит формирование рельефа поверхности и кристаллизация клея. Окончательную прочность клеевой состав приобретает на вторые сутки.
После завершения цикла облицованный фасад извлекается из пресса. Обрезка излишков пленки и обработка кромок производится на неостывшей заготовке.

Все технологические процессы проводятся под контролем программного управления. Станки и прессы RedWood на должном уровне справляются со сложными задачами, выдавая продукцию высокого качества при минимальных затратах времени.
Изготовление матриц для вакуумного пресса на фрезерном станке:
Работа фрезерного станка по гнутым фасадам
Видео: технология производства гнутых мебельных фасадов
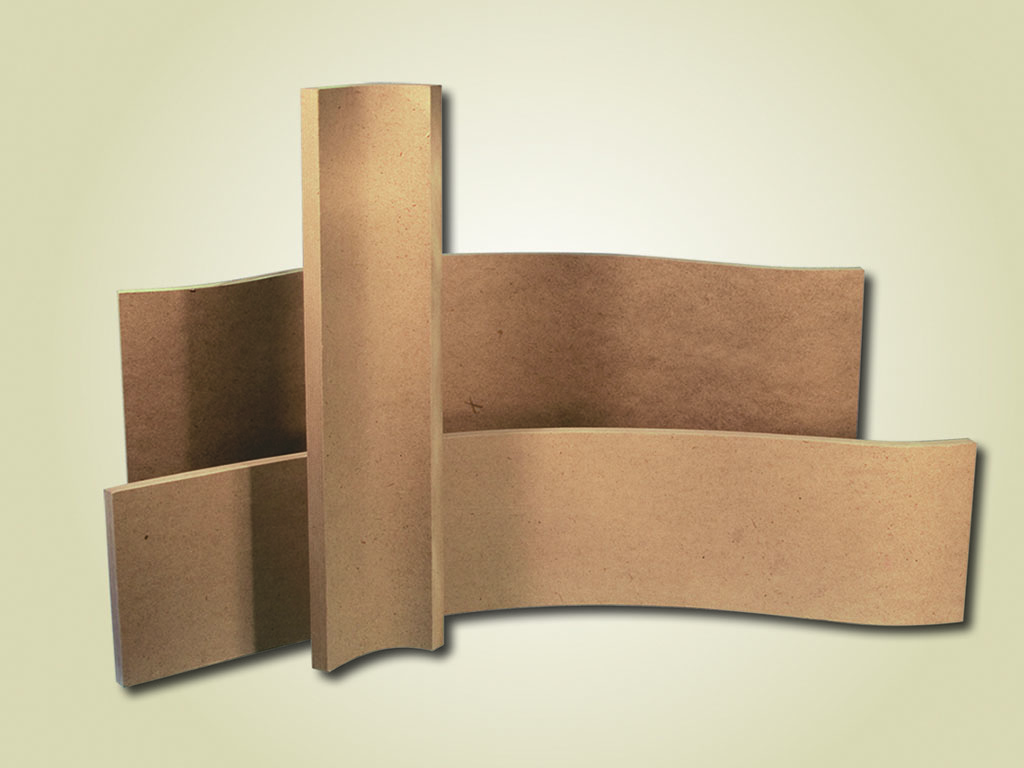
Гнутые панели и детали ХДФ
Компания РМК-стиль занимается производством гнутых панелей и деталей из ХДФ/ДВП и шпона уже более 20 лет. За годы работы с гнутоклееной продукцией налажено прессование десятков профильных панелей высотой до 2400 мм различных конфигураций. Панели могут быть однорадиусными или многорадиусными с R от 52 до 3000 мм. В нашем каталоге представлены одно- и двухплоскостные изделия. Толщина гнутых заготовок – от 8 до 44 мм.

Что такое гнутые панели?
Гнутоклееные панели изготавливаются путем склеивания листов ХДФ, шпона или другого плитного материала в обогреваемых пресс-формах с одновременным их гнутьем.
Гнутые заготовки (гнутые панели) часто используют компании – производители мебели, а также строительные организации, и дизайнерские студии, с целью их дальнейшей самостоятельной обработки
Каталог гнутых панелей
В свободном доступе имеется большой ассортимент готовых форм гнутых панелей различной конфигурации с R от 52 до 3000 мм, которыми Вы можете воспользоваться без дополнительных капиталовложений и ожиданий пусконаладки.
СКЛАДСКАЯ ПРОГРАММА НА ГНУТЫЕ ПАНЕЛИ МДФ
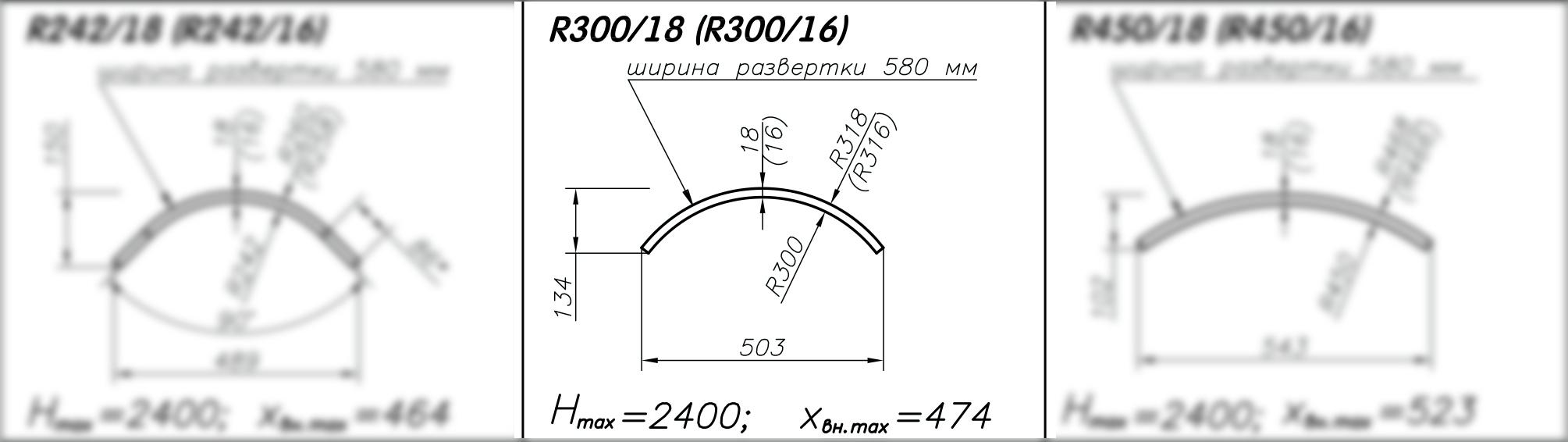
Гнутоклееные панели ХДФ R300/16, Хб503, Н2400, 0/П всегда в наличии на складе РМК-стиль. Вы можете приобрести панели от одной штуки и отгрузить со склада РМК-стиль сразу же после оплаты.
⇒ ПОЛУЧИ СКИДКУ НА ПАНЕЛИ R300 ⇐
СТАНДАРТНАЯ ЛИНЕЙКА ГНУТЫХ ПАНЕЛЕЙ МДФ
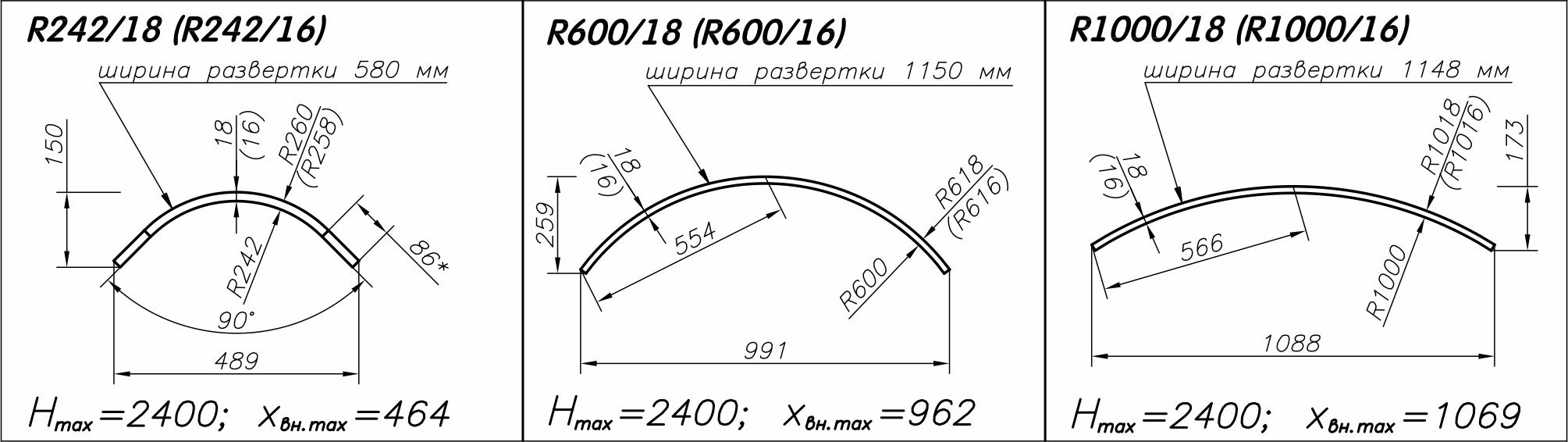
Гнутые заготовки ХДФ наиболее популярных радиусов: R242, R300, R600 и R1000 мм. Срок производства панелей 1-3 рабочих дня.
ГНУТЫЕ ПАНЕЛИ С НЕСТАНДАРТНЫМ РАДИУСОМ
В линейке представлен большой ассортимент готовых форм различной конфигурации. Срок производства 5-7 рабочих дней.
В нашем каталоге собрано более 50 пресс-форм гнутых панелей. Формы могут быть многорадиусными: S, L, П – образные, с наличием прямых участков или без них. Вы можете ознакомить с нашим каталогом, а также выбрать наиболее подходящий радиус по ссылке ниже…








ЗАПУСК НОВОЙ ФОРМЫ
Если Вы не нашли панель с подходящим радиусом, возможен запуск новой формы. Мы принимаем заявки на изготовление новой пресс-формы при условии заказа от 10 гнутых панелей ежемесячно. Цена пресс-формы зависит от сложности изделия. Также, необходимо предоставить чертеж гнутого изделия или образец.
Размер и толщина гнутых панелей
Максимальная высота гнутых панелей – 2400 мм. Например, из такой панели можно изготовить 3 кухонных фасада с высотой 716 мм или 2 радиусных фасада с высотой 916 мм, или 1 фасад – 916 мм и 2 фасада –716 мм.
Толщина гнутых панелей от 8 до 44 мм. Стандартная толщина заготовки 16 и 18 мм. Реже, мы получаем заказы на панели толщиной 19, 21, 22 или 25 мм. Обратите внимание, не все пресс-формы рассчитаны на большую толщину.
Из чего изготавливается гнутая панель?
Под заказ гнутая панель может быть изготовлена из ХДФ HOMANIT производства Германия улучшенного качества. Использование панелей с этим материалом улучшит качество окутанных панелей и упростит процесс покраски панелей.
Варианты поверхностей
Гнутоклееные панели без отделки. Такие панели необлицованные – под дальнейшую отделку эмалями или окутывание пленками ПВХ
Гнутые панели с кашировкой – это панели облицованные белой финиш-бумагой или белым пластиком с внутренней стороны. Внешняя сторона заготовки остается без отделки для дальнейшей обработки. Чтобы упростить процесс покраски, возможно заказать гнутую панель кашированную с двух сторон.
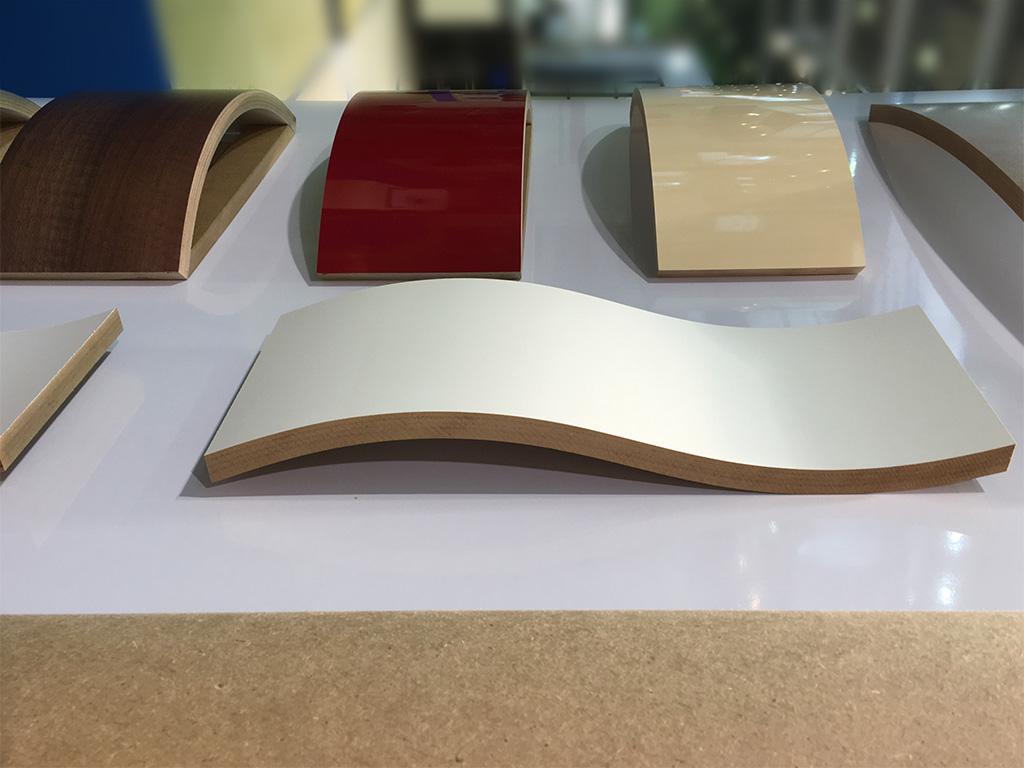
Панели с декоративным покрытием. Во время прессования панель может быть покрыта облицовочным материалом на выбор заказчика. Материал предоставляет заказчик. Мы принимаем в работу шпон файн-лайн и сращенный в рубашки натуральный шпон, финиш бумагу, пластик и пленку ПВХ.
Гнутые детали – что это такое?
Гнутые детали – это продукт, получаемый в результате опиливания гнутоклееной панели соответствующего радиуса по нужным размерам. По желанию заказчика возможно выполнение дополнительных операций по обработке силами наших специалистов.
Виды дополнительных операций
Гнутые детали для мебели и интерьера
Гнутоклееные детали возможно использовать, как любую конструктивную составляющую мебели: гнутое изголовье кровати, цоколь, мебельный карниз или опору… Наиболее распространенное гнутое изделие – это радиусный фасад.
В интерьере также можно встретить гнутые детали, например: стеновые панели, радиусные перегородки, экраны. Ограничивает этот список лишь фантазия дизайнера.
Остались вопросы?
Оставьте заявку!
Связаться с нами можно любым удобным способом.
Пишите в онлайн консультант, на почту, позвоните или воспользуйтесь формой обратной связи.
+7 (968) 947-47-38 
А знаете ли вы как изготавливают радиусные фасады?
Сегодня мы с вами поговорим на очень интересную тему, касательно криволинейных элементов мебели.
Я думаю, вам приходилось видеть (если не в живую, так на картинках) мебель из ДСП, детали которой имеют округлую форму.
Вы не задавались вопросом: «… а как такие детали вообще делают?». Ведь ДСП изготавливают на заводах в стандартных листах (которые, изначально имеют ровную плоскость своей поверхности).
А мебель из этого материала делают в “плавных формах”…
Если вопрос такой возникал – тогда я вам немножко приоткрою «занавес» изготовления криволинейных деталей из ДСП.
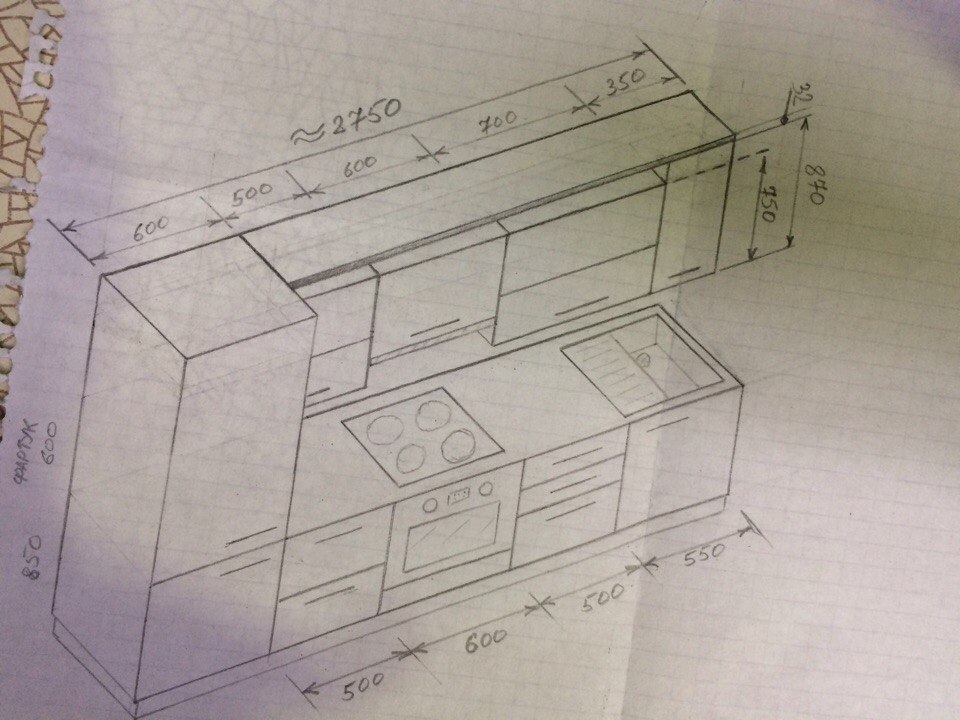
Например, нужно изготовить такие фасады.
Они делаются довольно просто:
Для этих целей, существует специальный криволинейный шаблон.
Нужно материал будущего фронта согнуть и крепко закрепить на шаблоне (чтобы он принял его форму).
Но как же согнуть ДСП?
А для того, чтобы его согнуть, на нем наносятся продольные надрезы определенной глубины с определенной частотой.
Глубина надрезов и их частота – ключевые моменты в изгибе листа ДСП.
Если глубина будет недостаточной, то при сгибе, ламинированная поверхность ДСП просто лопнет.
Так же, если надрезы будут расположены друг от друга не на нужном расстоянии (например, на большем расстоянии, чем нужно), то при изгибе, на ДСП будут видны ребра, а если на меньшем – ДСП опять-таки лопнет.
Кроме того, сам шаблон сделан таким образом, чтобы края заготовки «выходили» под прямым углом (для использования обычных петель при их навеске, и для удобства крепления ручек).
Со стороны крепления мебельных петель, на заготовке так же делается отступ (между последним надрезом и краем) в пределах 70-ти миллиметров.
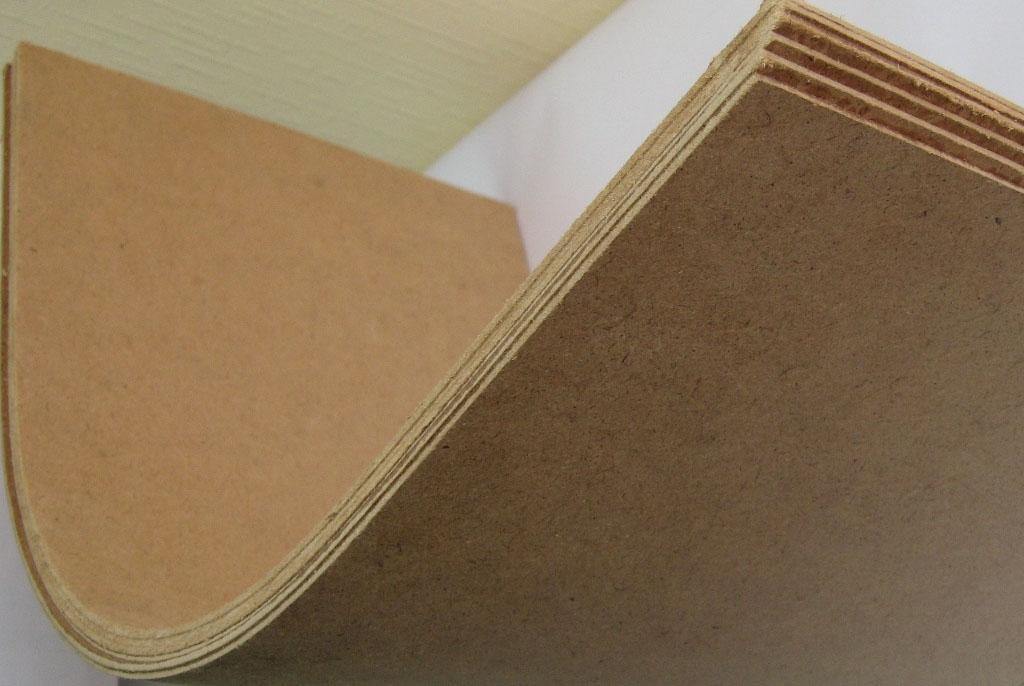
Кроме того, в процессе используется ДВП (гладкое с двух сторон), которое будет удерживать нужный радиус фронта следующим образом:
На ДВП (ни в коем случае не на ДСП – оно разбухнет) наносится клей ПВА (клей наносится в два этапа), затем, нужный лист ДВП клеится на будущий ДСП фасад со стороны его продольных надрезов.
После этого, получившаяся заготовка жестко фиксируется на вышеописанной форме.
Когда клей застывает, он фиксирует заготовку, после чего, ее можно снимать с формы.
Дальше идет обработка торцов кромкой ПВХ, и, собственно, все, изделие готово к установке.
По такому же принципу делают всевозможные детали из ДСП.
Конечно, в данном производстве существует своя специфика, но, с другой стороны, гнутая мебель всегда стоит дороже обычной (ввиду трудоемкости ее изготовления).
Так что, если увидите где-нибудь гнутую мебель из ДСП (чаще всего, это: торговое оборудование, всевозможные прилавки, конечно же, кухни и комоды) – будете иметь представление о ее изготовлении.
А на этом все, до встречи в новых постах.




То есть получается, что гнутый фасад толще прямого? Как их тогда выровнять по плоскости?
Гнутый фасад, зачастую получается толще стандартного прямого, в случае кустарного производства, которое описано в этой статье (это в случае, если очень хочется сэкономить). Но сейчас существует множество фирм, которые изготавливают гнутые фасады МДФ, которые имеют стандартную толщину, так что, никаких проблем. А если он (фасад) все-таки толще – тогда нужно делать глубину короба под гнутый фасад меньше глубины остальных коробов (на величину этой разницы).
а если использовать лдсп толщиной 16 или 22 мм покрытие лопнет с лицевой стороны?
Нет, при правильных допусках пазов, нарезаемых в листе ДСП, покрытие не лопается.
ДОБРЫЙ ДЕНЬ. ПОДСКАЖИТЕ,КАКАЯ ТОЛШИНА ПРОПИЛА ДОЛЖНА ПРОИЗВОДИТЬСЯ НА ЛДСП 16ММ, И С КАКОЙ ПЕРИОДИЧЬНОСТЬЮ.
Толщина пропила зависит от толщины пилы, установленной на станке. Обычно, толщина пилы (а, значит и толщина пропала) равна 4мм.
Здравствуйте!
Скажите пожалуйста возможно ли таким же образом гнуть МДФ. На какую глубину необходимо делать пропилы.
Заранее благодарен!
Нет, таким образом гнется только ДСП. МДФ гнется изначально (без всяких пропилов) по специальной технологии.
Радиусные фасады
Радиусные фасады на заказ
Радиусные фасады изготавливаются по чертежам заказчика
Кухонные фасады с фрезеровкой
Стандартная линейка плоских и радиусных фасадов для кухонной мебели
Радиусные фасады корпусная программа
Стандартная линейка радиусных фасадов для корпусной мебели высотой до 2400 мм
Радиусные фасады на заказ
Компания РМК-стиль занимается изготовлением мебельных фасадов на заказ. Производственные мощности и применяемые технологии позволяют реализовывать сложные и эксклюзивные проекты, так и массовый выпуск типовой продукции по заявкам производителей корпусной и кухонной мебели.


Мы предлагаем изготовление гнутых фасадов для кухонной или корпусной мебели на заказ по Вашим чертежам…
ШАГ 1: Радиус фасада.
Ознакомьтесь с нашей стандартной линейкой гнутоклееных панелей ХДФ/ДВП для выбора подходящего радиуса фасада (см.ниже).
ШАГ 2: Толщина фасада.
Мы изготавливаем гнутоклееные панели (фасады) толщиной 16 или 18 мм. Возможно выполнить изделие в другой толщине под заказ.
ШАГ 3: Кашировка фасада.
Гнутоклееные панели могут быть кашированы белым пластиком или бумагой с одной или двух сторон. Возможно заказать радиусное изделие без кашировки.
ШАГ 4: Дополнительные операции.
Заключительная стадия – обработка гнутоклееной панели для получения гнутого фасада ХДФ. По Вашим чертежам мы можем опилить изделие по высоте или хорде, сделать присадки под крепеж или фрезеровку по периметру.
Радиусные фасады из МДФ могут быть облицованы пластиком, финиш-пленкой или шпоном. Материал предоставляет заказчик
Кухонные фасады из ХДФ с фрезеровкой
Предлагаем Вам ознакомиться с линейкой плоских и радиусных фасадов ХДФ для кухонной мебели. Изделия имеют стандартные размеры по высоте и ширине и толщину 16 или 18 мм, предлагаются кашированными с внутренней стороны под дальнейшую отделку. Радиус гнутых фасадов – R300 мм. Ниже представлены варианты фрезеровок и размерный ряд кухонных фасадов…
Варианты фрезеровок кухонных фасадов

Размеры радиусных фасадов с фрезеровкой
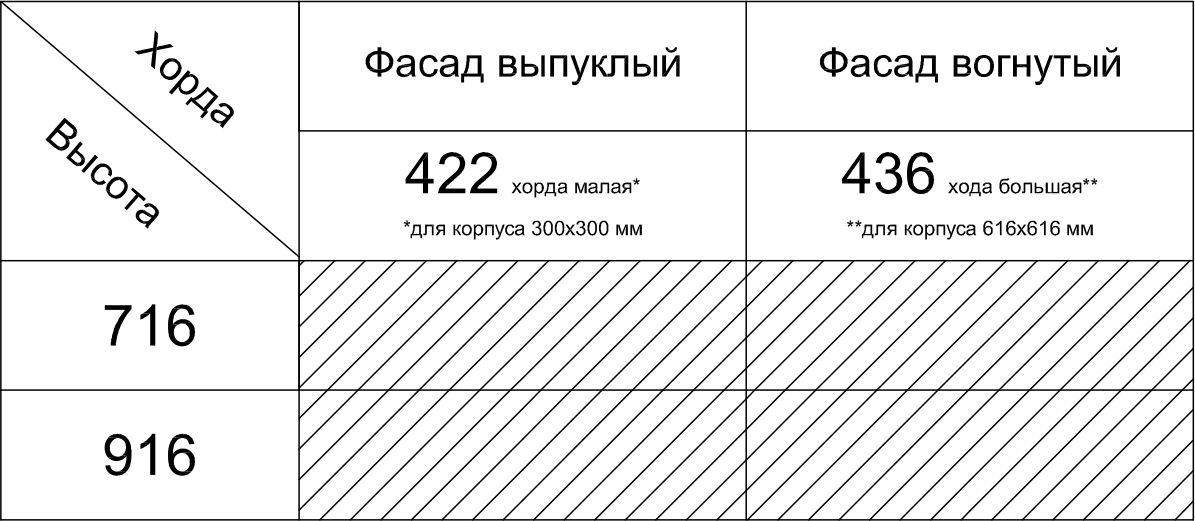
Любое пересечение высоты с шириной является стандартом.
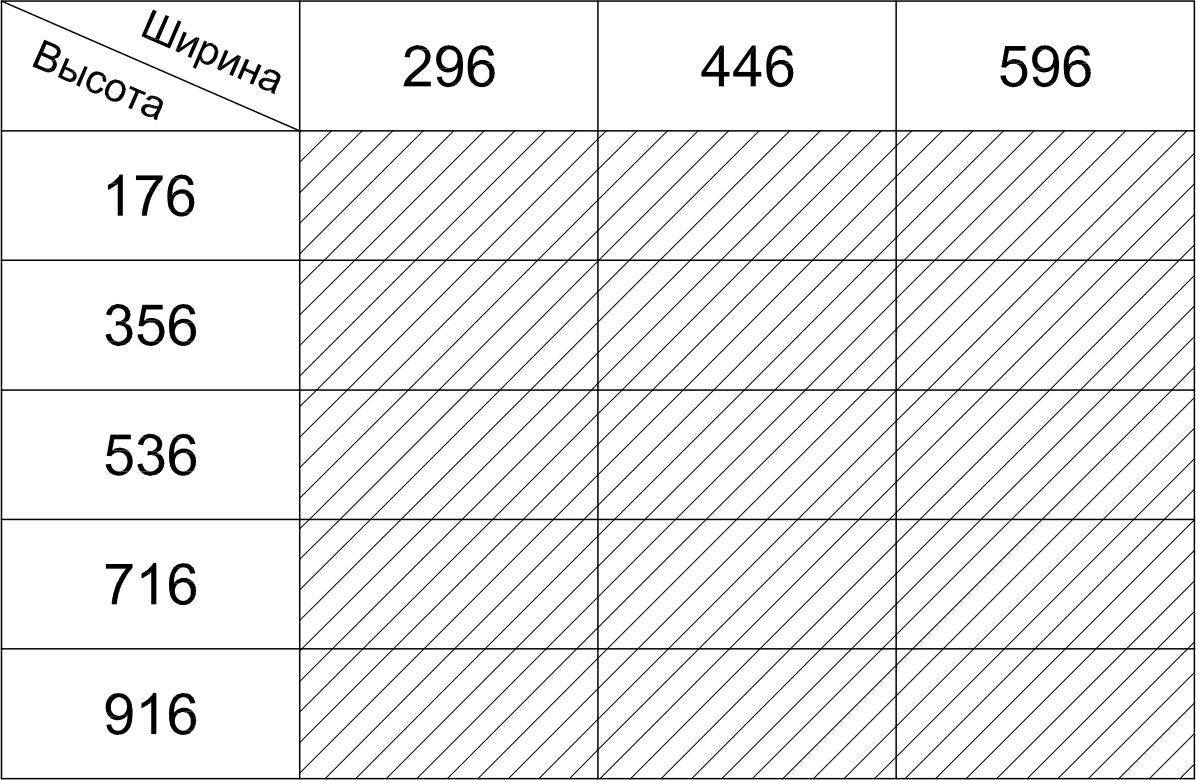
Размеры плоских фасадов с фрезеровкой
Радиусные фасады в шпоне

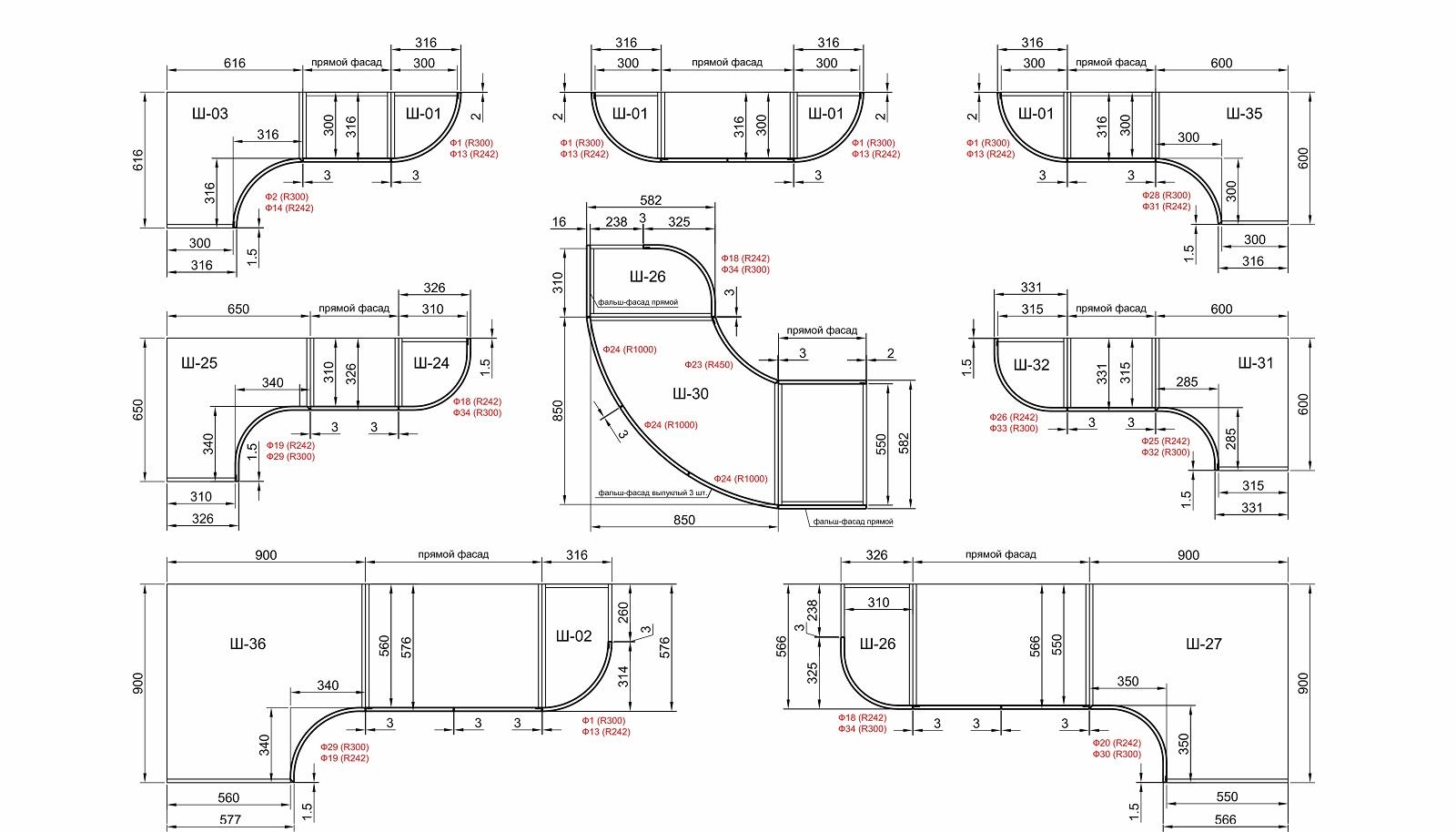
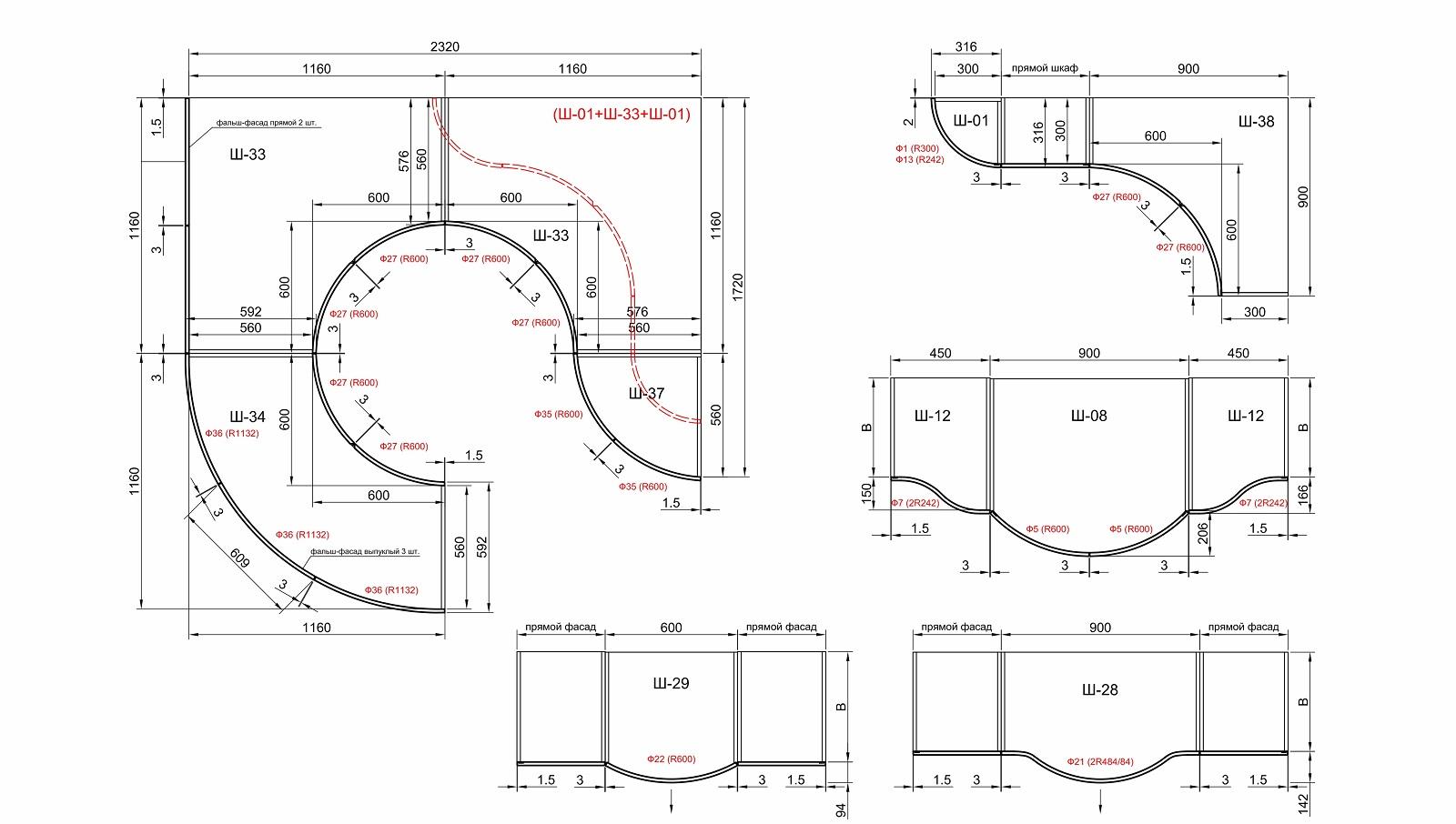
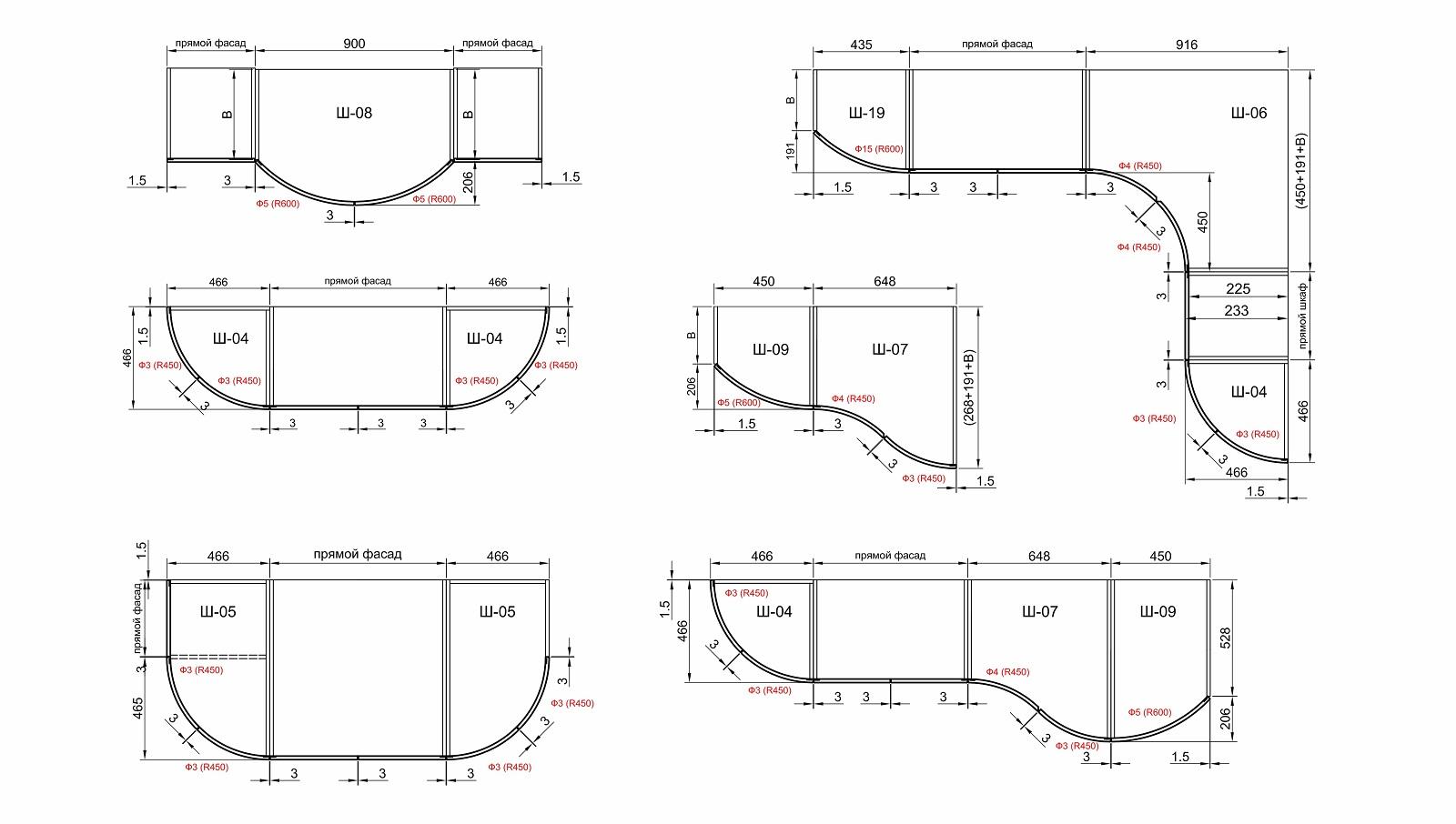
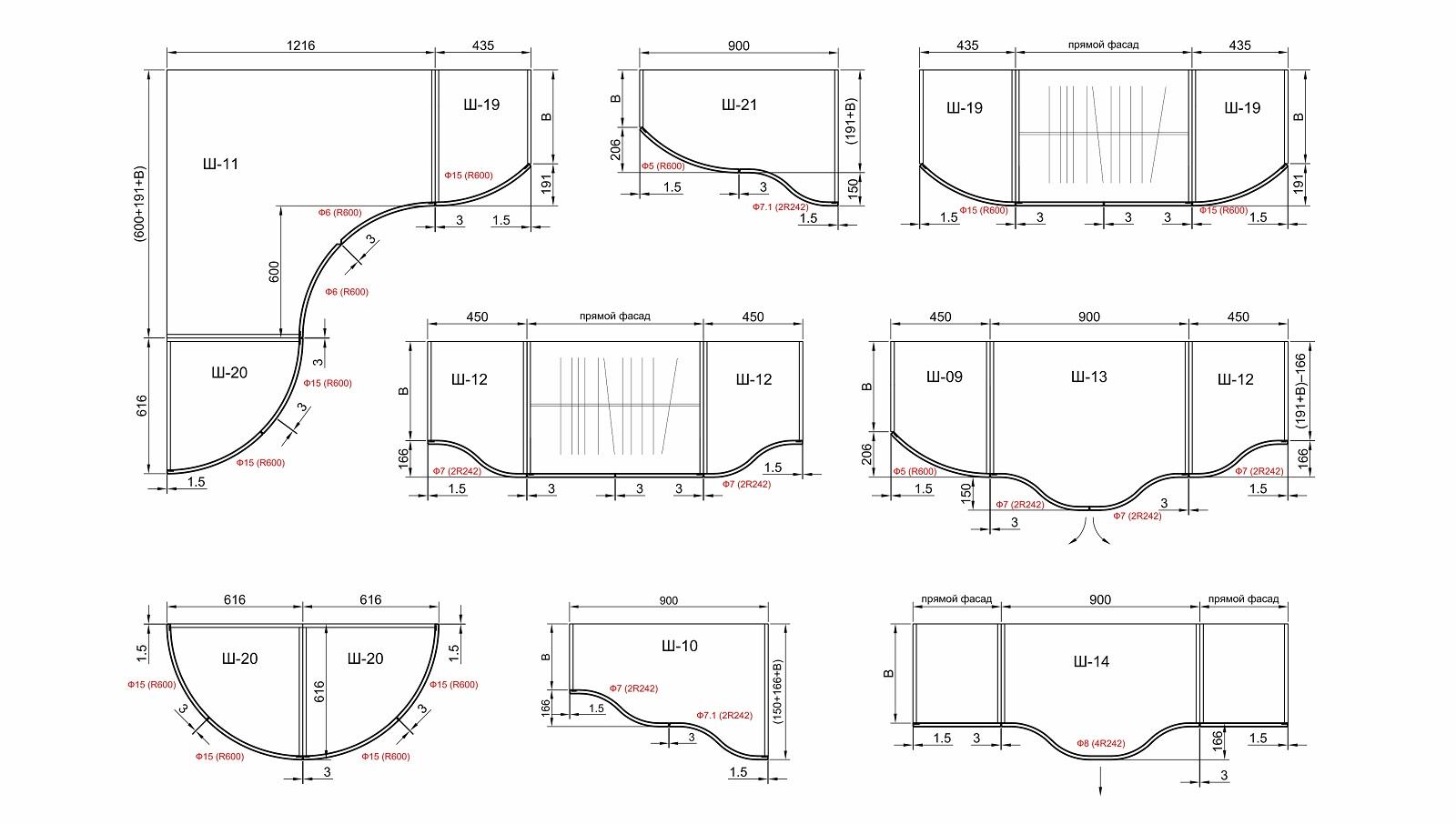
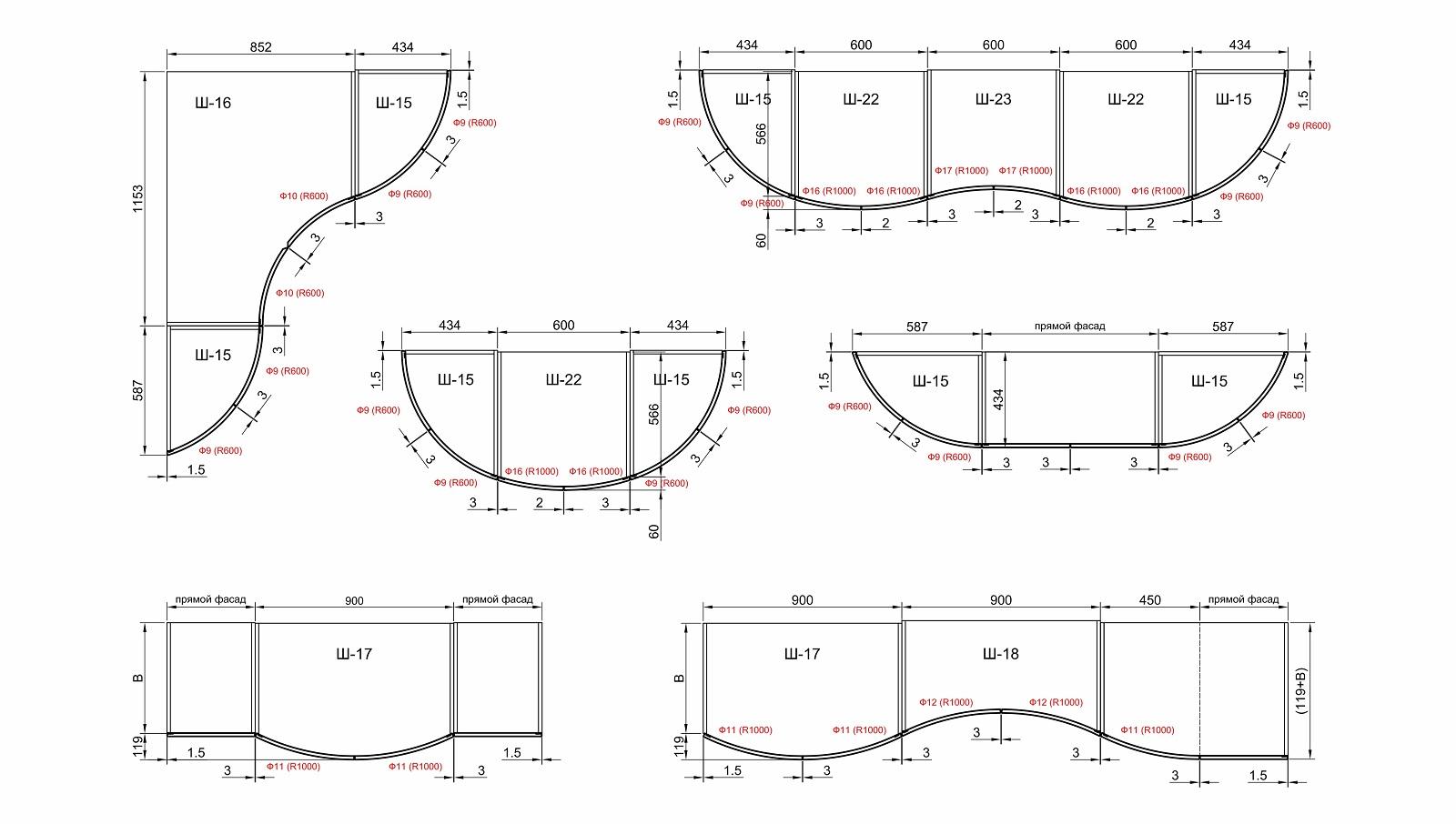
Корпусная программа для радиусных фасадов ХДФ
Выберите подходящий для Вас модуль …
… мы изготовим для него радиусную панель в размер!
ПРИМЕРЫ КОМБИНИРОВАНИЯ РАЗЛИЧНЫХ МОДЕЛЕЙ ШКАФОВ С ГНУТЫМИ ФАСАДАМИ
Остались вопросы?
Оставьте заявку!
Связаться с нами можно любым удобным способом.
Пишите в онлайн консультант, на почту, позвоните или воспользуйтесь формой обратной связи.
+7 (968) 947-47-38
Как делают гнутые фасады из мдф: обзор
В своих статьях я не раз обращал ваше внимание на то, что современные технологии изготовления корпусной мебели (и условия ее изготовления) таковы, что человеку, для того, чтобы сделать любое изделие, нужен только проект, деньги (на закупку материалов и фурнитуры), и, собственно, свои (или чужие) руки для его сборки и установки.
Но, проектируя мебель, любой мебельщик должен «играть по правилам» посредников, участвующих в этом производстве, например, тех же изготовителей мебельных фасадов.
Например, такие фирмы-изготовители, имеют, так называемый, стандартный ряд, а за изготовление нестандартных размеров, как правило, берут хорошую наценку.
А если дело касается изготовления радиусных фасадов, то «нестандарт» касается только размеров фасадов по высоте.
Радиусы таких фронтов в любом случае, будет стандартными (да и как иначе, если на фирме под их изготовление существуют определенные шаблоны, не будут же они под каждый «нестандартный» заказ изготавливать новые шаблоны). Их, обычно, три-четыре варианта (а то и меньше).
Но как же так получается, что, иногда, «на глаза» попадается мебель, фасады которой имеют явно не стандартные радиусы кривизны?
А это происходит тогда, когда мебельщик включает в свой, довольно простой (с точки зрения организации производства) производственный процесс, самостоятельное их изготовление.
Таким образом, немного усложнив сам процесс, можно делать мебель, которую не делает «в округе» никто!
Для примера мы с вами рассмотрим изготовление гнутых фронтов из МДФ нестандартного радиуса скругления.
Упрощением данного процесса будет то, что нет необходимости изготавливать специальный шаблон каждый раз.
Шаблоном может служить сам модуль и его кривые полки и горизонты.
Итак, каждый фасад изготавливается из двух листов МДФ, толщиной 9мм (в итоге, их конечная толщина будет 18мм).
Если взять изначально, плиту с большей толщиной, то может возникнуть проблема при изготовлении элементов с малым радиусом.
При вырезке заготовок, нужно учесть, что наружный радиус будет всегда больше внутреннего (за счет толщины изделия), и с этим учетом, нужно дать допуск на размеры листов (так же, необходимо дать допуски на размеры по высоте). Они все равно, в процессе последующей обработки обрежутся.
На заготовках нужно сделать метки их центров, для того, чтобы потом точно подогнать друг к другу.
Для того чтобы согнуть листы МДФ, нужно сделать пропилы (примерно, на расстоянии 5-ти миллиметров друг от друга). Пропилы должны быть такими, чтобы не доходить до края листа на 1-1,5 миллиметра.
Итак, когда пазы от пропила на заготовках заполнены вышеописанной пастой, их нужно закрепить на шаблоне (в данном случае, на модуле, который, и будет выполнять роль шаблона).
Лицевая сторона МДФ должна быть сверху и снизу.
То есть, первый лист ложится лицевой стороной на шаблон, а пропилами вверх. А второй лист ложится пропилами вниз (к пропилам первого листа) и лицевой стороной вверх.
Сами листы фиксируем на шаблоне с помощью струбцин, и листы прибиваются друг к другу сапожными гвоздиками.
Итак, зафиксированные листы держим до полного высыхания, после чего, снимаются, и начинается их обработка (обрезка и обработка краев, торцов, шпаклевка, грунтовка, покраска).